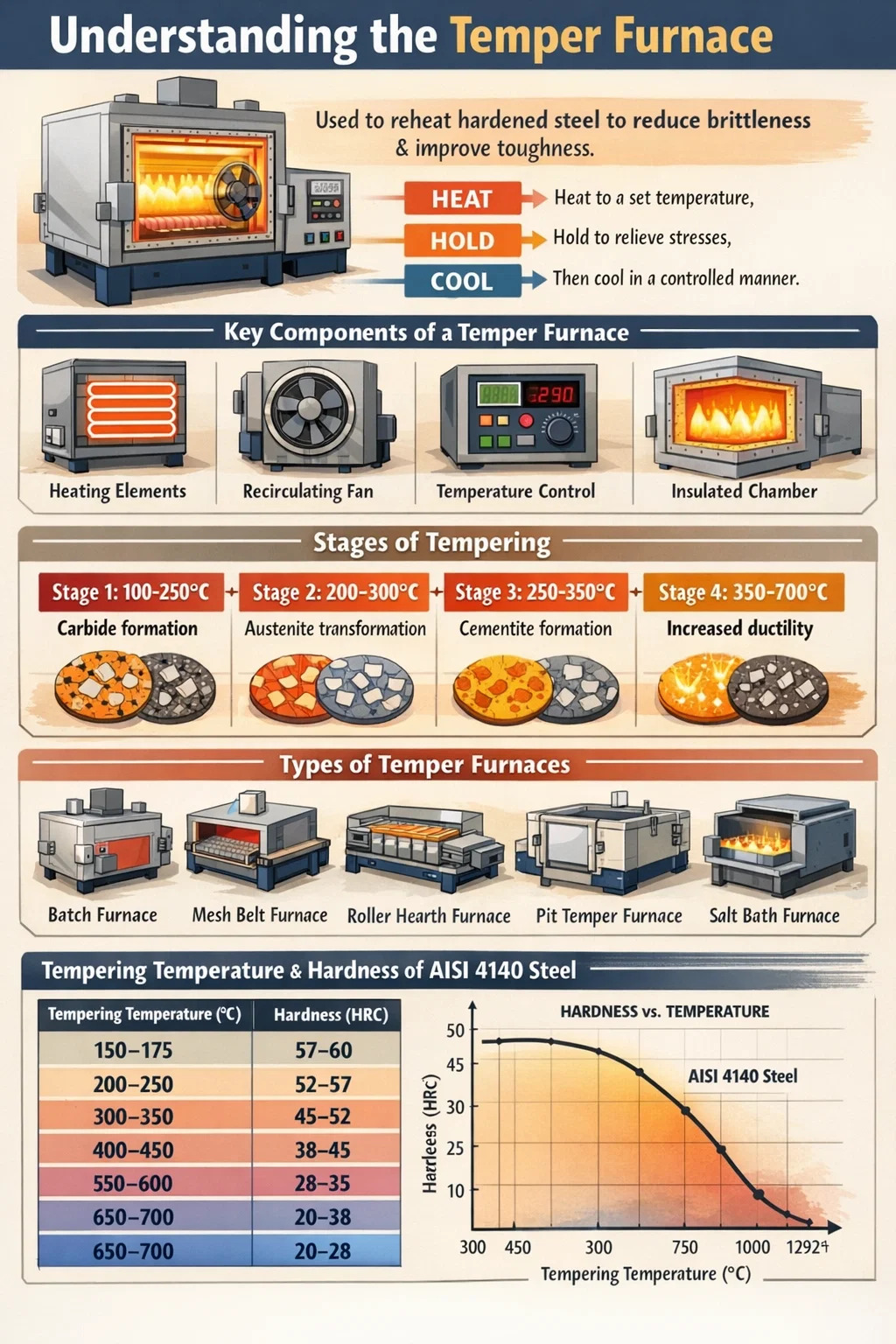
A cuptor de temperare este un tip de cuptor de tratare termică industrial conceput special pentru a efectua procesul de revenire a metalelor - cel mai frecvent oțel călit. Funcția sa de bază este de a reîncălzi o componentă metalică stinsă sau întărită anterior la o temperatură sub punctul său critic inferior, de a o menține la acea temperatură pentru o perioadă controlată și apoi de a o lăsa să se răcească într-un mod reglat. Acest proces ameliorează tensiunile interne, reduce fragilitatea și îmbunătățește duritatea fără a sacrifica în mod semnificativ duritatea.
Pentru a spune clar: după ce oțelul este întărit, devine extrem de dur, dar și periculos de fragil. Un cuptor de temperare este instrumentul care corectează acest dezechilibru. Transformă o piesă fragilă, încărcată cu efort, într-o componentă cu o combinație atent calibrată de duritate și ductilitate - potrivită pentru sarcini mecanice reale.
Cuptoarele de temperare sunt utilizate pe scară largă în industria auto, aerospațială, unelte, rulmenți și producție de arc. Ei procesează totul, de la instrumente de tăiere și roți dințate până la componente structurale și instrumente chirurgicale. Intervalul de temperatură de funcționare al unui cuptor tipic de temperare este 150°C până la 700°C (302°F până la 1292°F) , în funcție de material și proprietățile mecanice vizate.
Principiul de funcționare al unui cuptor de temperare este bazat pe metalurgia termică controlată. Când oțelul este stins după austenitizare, se transformă în martensită - o structură cristalină tetragonală suprasaturată, centrată pe corp, care este extrem de dură, dar foarte solicitată și fragilă. Călirea, efectuată în interiorul cuptorului de călire, declanșează o serie de transformări de fază controlate prin difuzie în cadrul martensitei care reduc progresiv stresul și restabilesc ductilitatea.
Procesul urmează o secvență clară de evenimente fizice și metalurgice:
Modificările metalurgice din timpul călirii pot fi împărțite în patru etape distincte în funcție de temperatură:
Cuptorul de temperare trebuie să mențină un control strict al temperaturii în toate aceste etape. Sistemele moderne realizează uniformitate în interior ±3°C până la ±5°C în zona de lucru, ceea ce este esențial pentru o performanță constantă a pieselor.
Înțelegerea designului unui cuptor de temperare ajută la explicarea de ce obține rezultate metalurgice consistente și repetabile. Componentele majore lucrează împreună pentru a furniza căldură uniformă, atmosferă controlată și măsurare fiabilă a temperaturii.
Cuptoarele de temperare folosesc fie elemente de încălzire cu rezistență electrică, fie arzătoare pe gaz. Sistemele electrice – care folosesc adesea elemente de nicrom, Kanthal sau carbură de siliciu – oferă o funcționare mai curată și un control mai precis. Sistemele pe gaz oferă costuri de operare mai mici pentru producția de volum mare. Sistemul de încălzire este dimensionat pentru a satisface sarcina termică a încărcăturii (exprimată de obicei în kW sau BTU/h).
Camera cuptorului este căptușită cu cărămizi refractare sau izolație din fibră ceramică. Modulele din fibră ceramică sunt din ce în ce mai preferate pentru că au masa termica mai mica , ceea ce înseamnă timpi mai rapidi de încălzire și consum mai mic de energie. O cameră bine izolată reduce pierderile de căldură și stabilizează distribuția temperaturii.
Recircularea forțată a aerului cald este una dintre cele mai importante caracteristici ale unui cuptor modern de temperare. Ventilatoarele de mare viteză circulă aerul încălzit prin piesele de prelucrat, eliminând stratificarea temperaturii. Fără recirculare, partea superioară a cuptorului încărcat poate fi cu 30-50°C mai fierbinte decât partea inferioară. Un sistem de ventilator cu recirculare aduce uniformitatea temperaturii la ±5°C sau mai bine pe întreaga sarcină.
Termocuplurile (de obicei de tip K sau de tip N) monitorizează temperatura în mai multe puncte din cuptor. Un controler PID (Proportional-Integral-Derivative) sau un controler logic programabil (PLC) gestionează elementele de încălzire pe baza feedback-ului termocuplului. Sistemele de ultimă generație încorporează înregistratoare de date care înregistrează fiecare ciclu pentru trasabilitate - o cerință în stşiardele aerospațiale (AMS 2750) și de tratare termică auto.
În funcție de cerințele aplicației, un cuptor de temperare poate funcționa în aer, azot sau într-o atmosferă endotermă protectoare. Controlul atmosferei previne oxidarea suprafeței și decarburarea în timpul călirii, deosebit de important pentru componentele de precizie din oțel pentru scule și inelele de rulment.
Piesele pot fi încărcate manual pe tăvi sau automat prin transportoare, focare cu role sau sisteme de împingere. Cuptoarele de călire în loturi se ocupă de sarcini individuale, în timp ce cuptoarele de călire continuă - cum ar fi cuptoarele de temperare cu role sau cu bandă de plasă - procesează piese într-un flux constant, potrivite pentru operațiuni de volum mare, cum ar fi producția de elemente de fixare, arc sau rulmenți.
Cuptoarele de temperare sunt disponibile în mai multe configurații, fiecare potrivită pentru diferite volume de producție, geometrii ale pieselor și cerințe de proces. Alegerea tipului potrivit are un impact direct asupra eficienței energetice, a randamentului și a uniformității temperaturii.
| Tip cuptor | Modul de operare | Interval tipic de temperatură | Cel mai potrivit pentru |
|---|---|---|---|
| Cuptor de temperare cutie / lot | lot | 150–700°C | Scule, matrițe, tipuri de piese mixte |
| Groapă / Cuptor vertical de temperare | lot | 150–650°C | Arbori lungi, bare, tije |
| Cuptor de temperare cu centură de plasă | Continuă | 150–500°C | Piese mici: elemente de fixare, rulmenti, arcuri |
| Cuptor de temperare cu vatră cu role | Continuă | 200–700°C | Piese plate mari, matrițe auto |
| Cuptor de temperare de jos a mașinii | lot | 200–700°C | Piese forjate grele, componente industriale mari |
| Cuptor de temperare pentru baie de sare | lot | 150–600°C | Călirea rapidă și uniformă a pieselor de precizie |
Printre acestea, cel cuptor de temperare cu bandă de plasă este cea mai răspândită în mediile de producție de masă. O linie de cuptor cu bandă cu o singură plasă poate procesa sute de kilograme de piese pe oră, făcându-l coloana vertebrală a operațiunilor de tratare termică a rulmenților și a elementelor de fixare din întreaga lume.
Singura variabilă cea mai influentă în procesul de revenire este temperatura. În cuptorul de temperare, temperatura selectată determină direct compromisul dintre duritate și duritate. Pe măsură ce temperatura de revenire crește, duritatea scade și duritatea crește - dar relația nu este liniară și depinde în mare măsură de compoziția aliajului.
Pentru un oțel obișnuit cu carbon mediu precum AISI 4140, iată cum afectează temperatura de revenire duritatea Rockwell (HRC) după stingerea uleiului:
| Temperatura de temperare (°C) | Duritate (HRC) | Aplicație tipică |
|---|---|---|
| 150–175 | 57–60 | Scule de tăiere, suprafețe de uzură |
| 200–250 | 52–57 | Rulmenți, bucșe |
| 300–350 | 45–52 | Arcuri, unelte de mână |
| 400–450 | 38–45 | Angrenaje, arbori, biele |
| 550–600 | 28–35 | Componente structurale, vase sub presiune |
| 650–700 | 20–28 | Piese forjate de înaltă duritate, mașini grele |
Un fenomen important de care trebuie să fii conștient este fragilizarea temperamentului — o reducere a tenacității la impact care are loc atunci când anumite oțeluri aliate sunt revenite în intervalul 250–400°C (intervalul de fragilitate albastru) sau răcite lent la 375–575°C. Cuptoarele de temperare utilizate pentru oțelurile aliate sunt adesea programate pentru a evita aceste intervale de temperatură sau pentru a se răci rapid prin ele pentru a preveni fragilizarea. Acesta este motivul pentru care programarea precisă a cuptorului contează - nu doar atingerea unei temperaturi țintă, ci și gestionarea ratei și a traseului schimbării temperaturii.
Cuptoarele de temperare sunt prezente în aproape fiecare sector care se bazează pe piese din oțel călit. Procesul de revenire nu este opțional pentru majoritatea componentelor de inginerie - este un pas obligatoriu care face diferența între o piesă care funcționează fiabil în funcțiune și una care se rupe sub sarcină.
Sectorul auto este printre cei mai mari consumatori de capacitate de revenire la nivel mondial. Angrenajele, arborii cotiți, arborii cu came, bielele, arborii de osie, arcurile supapelor și componentele de transmisie trec toate prin cuptoarele de temperare ca parte a rutei lor de producție. O mașină de pasageri modernă conține sute de piese din oțel tratate termic și multe dintre ele necesită temperare pentru a obține echilibrul potrivit între rezistența la oboseală și rezistența la impact. Cuptoarele de temperare cu bandă continuă sau cu vatră cu role care funcționează 24 de ore pe zi sunt echipamente standard în fabricile de furnizori de automobile de mare volum.
Inelele de rulment și elementele de rulare necesită o revenire foarte precisă, de obicei în intervalul de 150–180°C , pentru a atinge duritatea țintă de 58–64 HRC, eliminând în același timp austenita reținută și asigurând stabilitatea dimensională. Chiar și o abatere de 10°C de la temperatura de revenire specificată poate duce la scăderea durității în afara toleranței. Acesta este motivul pentru care producătorii de rulmenți investesc foarte mult în calificarea cuptorului și sistemele de cuptoare de temperare conforme cu AMS 2750 / CQI-9.
Uneltele de tăiere din oțel de mare viteză (HSS) sunt de obicei călite la 540–560°C — un proces numit călire secundară — efectuat de două sau de trei ori pentru a transforma austenita reținută și a dezvolta carburi secundare care oferă duritate roșie. Oțelurile pentru scule pentru prelucrare la rece, cum ar fi oțelul pentru matriță pentru prelucrare la cald D2 sau H13, sunt călite la diferite intervale de temperatură pentru a-și optimiza proprietățile specifice de serviciu. Cuptoarele de temperare cu lot sunt cea mai comună alegere pentru atelierele de scule și matrițe datorită flexibilității lor în manipularea diferitelor dimensiuni ale pieselor.
Componentele trenului de aterizare, elementele de fixare, cadrele structurale și piesele motorului necesită revenire în condiții strict controlate. Călirea aerospațială trebuie să respecte specificațiile AMS 2759, care definesc intervalele de temperatură permise, timpii de reținere, pozițiile termocuplurilor și cerințele de înregistrare. Cuptoarele de temperare utilizate în industria aerospațială prezintă de obicei mai multe termocupluri, sisteme de control redundante și înregistrarea ciclului complet automatizată cu trasabilitate digitală.
Arcurile supapelor, arcurile de suspensie și arcurile industriale sunt temperate la aproximativ 380–450°C pentru a-și optimiza limita elastică și durata de viață la oboseală. Cuptoarele de temperare cu bandă cu plasă continuă sunt ideale aici, deoarece sârma cu arc sau arcuri elicoidale pot curge în cantități mari. Revenirea adecvată îmbunătățește rezistența la oboseală prin relaxarea tensiunilor reziduale introduse în timpul proceselor de bobinare și de peening.
Aceste trei tipuri de cuptoare sunt toate folosite pentru tratarea termică, dar servesc unor scopuri metalurgice fundamental diferite. Confuzia lor duce la erori semnificative de proces și piese casate.
Distincția cheie este că se folosește întotdeauna un cuptor de temperare după întărire, ca pas corectiv. Recoacerea și normalizarea se fac de obicei înainte întărirea finală, ca etape pregătitoare. Intervalele de temperatură de funcționare diferă, de asemenea, semnificativ: revenirea rămâne sub 700°C, în timp ce recoacerea și normalizarea funcționează adesea peste 800–950°C.
O temperare corectă necesită mai mult decât setarea unui cadran. Mai mulți parametri care interacționează trebuie gestionați simultan pentru a obține rezultatul dorit în mod consecvent.
Studiile de uniformitate a temperaturii (TUS) - așa cum este cerut de AMS 2750 și standarde similare - măsoară distribuția reală a temperaturii în zona de lucru a cuptorului folosind mai multe termocupluri calibrate. Cuptoarele sunt clasificate în clase de precizie în funcție de uniformitatea lor: Clasa 2 (±6°C) and Clasa 3 (±8°C) sunt comune pentru piesele de precizie, în timp ce clasa 5 (±14°C) poate fi acceptabilă pentru aplicații mai puțin critice. O uniformitate inadecvată a temperaturii este una dintre cauzele principale ale respingerii loturilor de tratament termic.
Timpul de înmuiere este calculat pe baza grosimii secțiunii - o regulă generală este 1 oră pe inch (25 mm) de secțiune transversală , cu minim 1 oră. Timpul de înmuiere insuficient lasă tensiuni reziduale în miezul secțiunilor groase. Timpul de înmuiere excesiv la temperaturi peste 500°C pentru anumite oțeluri aliate riscă fragilizarea temperării sau creșterea granulelor. Ambele extreme degradează performanța.
Supraîncărcarea unui cuptor de temperare sau stivuirea strânsă a pieselor împiedică fluxul de aer și creează gradienți de temperatură în interiorul încărcăturii. Părțile trebuie aranjate astfel încât să permită o circulație adecvată a aerului. Fixările pentru coș sau tăvi sunt adesea folosite pentru a menține separarea între părți. În cuptoarele continue, densitatea de încărcare a benzii (kg/m²) este un parametru critic al procesului.
Pentru piesele în care integritatea suprafeței este critică - cum ar fi angrenajele de precizie sau pistele de rulment - o atmosferă neutră sau ușor reducătoare previne oxidarea și decarburarea în timpul călirii. Atmosferele de azot sau azot-metanol sunt utilizate în mod obișnuit în cuptoarele de temperare controlate de atmosferă. Piesele temperate în aer liber la temperaturi ridicate pot dezvolta straturi de oxid de suprafață care trebuie îndepărtate prin sablare sau răsturnare, adăugând costuri și timp de ciclu.
Pentru majoritatea oțelurilor simple carbon și slab aliate, viteza de răcire după revenire are un impact minim asupra proprietăților finale. Cu toate acestea, pentru anumite oțeluri aliate - în special cele care conțin Mn, Cr, Ni sau P - răcirea lentă la 375–575°C provoacă fragilizarea la temperatură, o scădere dramatică a tenacității crestăturii. Aceste oțeluri trebuie să fie apă sau ulei stins după revenire pentru a ocoli rapid acest interval.
Costurile cu energia reprezintă o parte semnificativă a cheltuielilor de operare în orice instalație de tratament termic. Designurile moderne de cuptoare de temperare încorporează strategii multiple pentru a reduce consumul de energie fără a compromite performanța metalurgică.
Unele sisteme avansate de cuptoare cu temperatură continuă ating acum un consum specific de energie mai jos 0,15 kWh per kilogram de oțel prelucrat — o îmbunătățire semnificativă față de modelele mai vechi care consumau 0,25–0,35 kWh/kg.
Chiar și cu un cuptor de temperare proiectat corespunzător, erorile de proces pot introduce defecte care compromit performanța pieselor. Înțelegerea acestor defecte și a cauzelor lor fundamentale ajută operatorii să își configureze și să mențină corect procesul de temperare.

TK-13200, TK-7230 TK-13200、 TK-7230 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXE ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXE ...
See Details
TK12120 TK-12120 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXES ...
See Details
TK-6160 TK-6160 MAȘINĂ CNC DE LAMINARE A ARCOLOR ...
See Details
TK-6120 TK-6120 MAȘINĂ CNC DE LAMINARE A ARCOLOR ...
See Details
TK-5200 TK-5200 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 5 AXE ...
See Details
TK-5160 TK-5160 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 5 AXES ...
See Details
TK-5120 TK-5120 MAȘINĂ CNC DE BOBINAR A ARCOLOR 5 AXE ...
See DetailsCod QR mobil

 Language
Language  中文简体
中文简体

