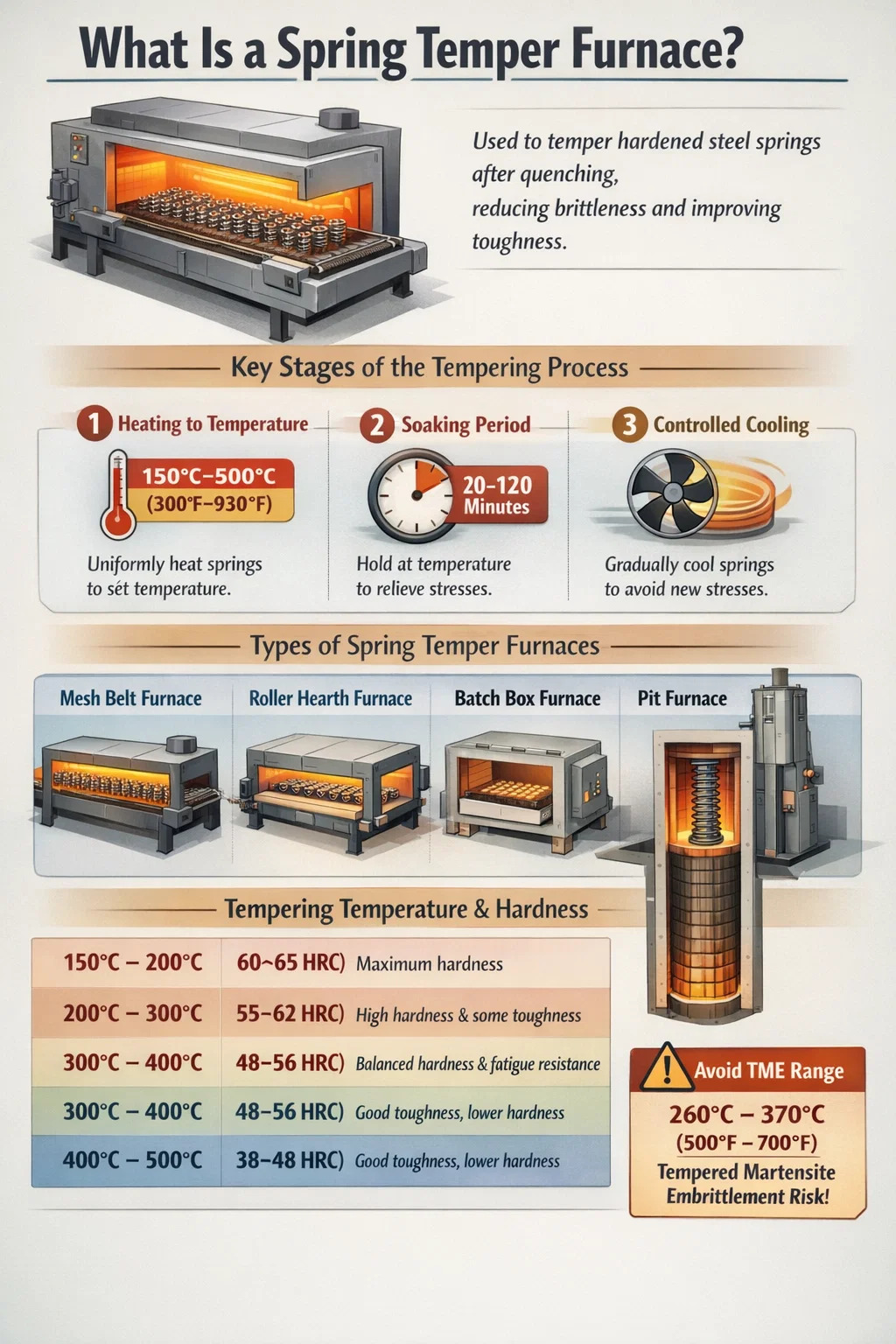
Un cuptor de temperare cu arc este un tip de cuptor industrial de tratare termică conceput special pentru temperarea arcurilor din oțel după întărire. Sarcina sa principală este de a reîncălzi oțelul de arc întărit la o temperatură controlată - de obicei între 150°C și 500°C (300°F până la 930°F) — țineți-l acolo pentru o perioadă definită și apoi lăsați-l să se răcească într-un mod controlat. Acest proces ameliorează tensiunile interne introduse în timpul călirii și călirii, ajustează duritatea la un interval specificat și restabilește un grad de duritate și elasticitate care altfel ar fi absente într-un arc complet întărit.
Fără călire, un arc întărit este fragil și predispus la rupere bruscă sub sarcină. Cuptorul de temperare cu arc este cel care transformă o componentă tare, dar fragilă, într-o piesă durabilă, portantă, rezistentă la oboseală, capabilă să funcționeze fiabil în milioane de cicluri de compresie sau extensie.
În mediile de producție, cuptoarele de călire cu arc se găsesc în sectoarele de producție auto, aerospațială, producție de instrumente de precizie și mașini grele. Ele vin în mai multe configurații - cuptoare continue cu bandă de plasă, cuptoare cu vatră cu role, cuptoare cu casete și cuptoare cu groapă - fiecare potrivite pentru diferite geometrii de arc, volume de producție și specificații ale aliajului.
Principiul de funcționare al unui cuptor de temperare cu arc se concentrează pe cicluri termice precise. După ce arcurile din oțel sunt întărite - de obicei prin austenitizare la temperaturi mai mari 800°C (1470°F) și apoi stingerea rapidă în ulei, apă sau polimer - microstructura martensitică formată este extrem de dură, dar foarte solicitată și fragilă. Călirea într-un cuptor de temperare cu arc abordează acest lucru prin declanșarea unei secvențe de reacții metalurgice în stare solidă.
Cuptorul încălzește sarcina arcului uniform până la temperatura țintă de revenire. Uniformitatea este critică - o diferență de temperatură egală ±10°C peste sarcină poate produce valori inconsistente de duritate. Cuptoarele de temperatură cu arc de înaltă calitate utilizează mai multe zone de încălzire controlate independent, ventilatoare cu convecție forțată și elemente de încălzire de înaltă densitate sau tuburi radiante pentru a obține uniformitatea temperaturii în ±5°C în camera de lucru.
Odată ce temperatura țintă este atinsă pe toată secțiunea transversală a arcului, cuptorul menține acea temperatură pentru perioada de înmuiere. Înmuierea permite atomilor de carbon prinși în rețeaua de martensită să înceapă să difuzeze și să formeze precipitate de carbură. Această precipitare de carbură este cea care ameliorează tensiunea rețelei, reduce fragilitatea și restabilește ductilitatea. Timpii de înmuiere variază în funcție de grosimea secțiunii și dimensiunea arcului - ar putea fi nevoie doar de arcuri de sârmă mici 20 până la 30 de minute , în timp ce arcuri elicoidale grele sau bare de torsiune pot necesita 60 până la 120 de minute sau mai multe.
După înmuiere, arcurile sunt răcite — fie prin răcirea cu aer în interiorul cuptorului, printr-un vestibul de răcire cu atmosferă controlată, fie prin îndepărtarea în aerul ambiant. Viteza de răcire după revenire este în general mai puțin critică decât în timpul călirii, dar trebuie totuși gestionată. Răcirea rapidă de la temperatura de revenire poate reintroduce tensiuni de suprafață, astfel încât majoritatea cuptoarelor de temperare cu arc permit răcirea treptată, în special pentru secțiuni transversale mai mari ale arcului.
Multe cuptoare de temperare cu arc funcționează într-o atmosferă controlată - de obicei azot, gaz endotermic sau un amestec de azot-metanol - pentru a preveni oxidarea suprafeței și decarburarea în timpul ciclului de revenire. Oxidarea suprafeței poate degrada durata de viață la oboseală și rezistența la coroziune, două proprietăți care sunt primordiale în aplicațiile cu arc. Cuptoarele cu atmosferă de protecție adaugă complexitate și costuri, dar sunt echipamente standard în fabricarea arcurilor de precizie pentru arcurile supapelor auto, arcurile trenului de aterizare pentru avioane și arcuri pentru instrumente chirurgicale.
Temperatura de revenire selectată într-un cuptor de călire cu arc determină direct proprietățile mecanice finale ale arcului finit. Aceasta nu este o ajustare minoră - o diferență de 50°C la temperatură de revenire poate schimba duritatea cu 3 până la 6 puncte HRC și poate modifica dramatic valorile de rezistență la tracțiune și alungire.
| Interval de temperatură de temperare | Duritate tipică (HRC) | Rezultatul proprietății cheie | Aplicație comună de primăvară |
|---|---|---|---|
| 150°C – 200°C (300°F – 390°F) | 60 – 65 HRC | Duritate maximă, ductilitate limitată | Arcuri pentru instrumente de precizie |
| 200°C – 300°C (390°F – 570°F) | 55 – 62 HRC | Duritate mare cu o oarecare duritate | Arcuri de ceas, arcuri de blocare |
| 300°C – 400°C (570°F – 750°F) | 48 – 56 HRC | Duritate echilibrată și rezistență la oboseală | Arcuri de supape auto, arcuri de suspensie |
| 400°C – 500°C (750°F – 930°F) | 38 – 48 HRC | Duritate bună, duritate mai mică | Arcuri elicoidale de sarcină grea, arcuri de cale ferată |
O zonă critică de evitat este gama de fragilizare martensită temperată (TME). , de obicei între 260°C și 370°C (500°F până la 700°F) . Revenirea în acest interval poate reduce de fapt duritatea, mai degrabă decât să o îmbunătățească, un fenomen cauzat de precipitarea carburilor la limitele anterioare ale granulelor austenitei. Operatorii responsabili ai cuptorului de temperare cu arc își proiectează ciclurile de revenire fie să rămână sub, fie să depășească acest interval, în loc să rămână în el. Acesta este unul dintre motivele pentru care specificațiile arcurilor supapelor auto specifică frecvent călirea la sau peste 380°C până la 420°C.
Industria arcurilor folosește mai multe configurații distincte de cuptor pentru procesul de revenire cu arc. Fiecare are avantaje tehnice care îl fac mai potrivit pentru anumite tipuri de arcuri, volume de producție sau sisteme de aliaje.
Cuptorul cu bandă cu plasă este cea mai comună configurație în producția de arc de mare volum. Arcurile sunt încărcate pe o curea din oțel inoxidabil care le poartă continuu prin zonele de încălzire, înmuiere și răcire. Ratele de producție pot ajunge 500 până la 2.000 kg/oră în funcţie de lungimea şi lăţimea cuptorului. Vitezele benzii și temperaturile zonei sunt reglabile independent, permițând controlul precis al timpului de înmuiere și al profilului de temperatură. Cuptoarele cu bandă cu plasă sunt ideale pentru arcuri elicoidale mici și medii, arcuri din sârmă și arcuri plate. Principala limitare este că arcurile supradimensionate sau grele pot deforma cureaua în timp.
Cuptoarele cu vatră cu role utilizează role răcite cu apă sau din aliaj pentru a transporta arcuri prin cuptor pe tăvi sau dispozitive de fixare. Aceștia suportă sarcini mai grele decât sistemele de curele de plasă, găzduiesc ansambluri mai mari de arcuri și permit un control mai precis al atmosferei. Aceste cuptoare sunt obișnuite pentru călirea bobinelor de suspensie auto, barelor stabilizatoare și arcurilor de torsiune. Temperaturile de lucru variază de la ambiantă până la 700°C (1290°F) în majoritatea modelelor de vatră cu role, cu o uniformitate foarte strânsă a temperaturii - de obicei ±4°C - realizabilă în sistemele moderne.
Cuptoarele de lot sunt încărcate cu o încărcătură fixă de arcuri, aduse la temperatură, înmuiate și apoi descărcate. Ele oferă flexibilitate maximă - același cuptor poate procesa o mare varietate de dimensiuni și specificații de arc pe diferite schimburi. Acest lucru le face populare în magazinele de muncă și mediile de producție de volum mediu. Compartimentul este debitul mai mic și necesitatea unei perioade de înmuiere termică suficient de lungă pentru a asigura o temperatură uniformă în întregul lot. În mod obișnuit, va funcționa un cuptor cu cutie de loturi bine proiectat, utilizat pentru călirea cu arc ventilatoare cu recirculare forțată pentru a asigura uniformitatea temperaturii în ±5°C chiar și atunci când este încărcat cu o sarcină densă.
Pentru arcurile lungi, barele de torsiune sau fasciculele de arcuri lamelare care nu pot fi așezate cu ușurință, cuptoarele cu groapă verticală oferă o soluție practică. Arcul sau ansamblul arcului este suspendat vertical în camera cuptorului. Acest lucru previne distorsiunea datorată gravitației, ceea ce este o preocupare reală atunci când se califică barele lungi sau pachetele cu arcuri cu mai multe foi. Cuptoarele cu groapă pentru călirea cu arc sunt de obicei alimentate cu gaz și pot atinge adâncimi de 2 până la 6 metri , găzduind componente foarte lungi într-o amprentă de suprafață compactă.
Cuptoarele de temperare cu baie de sare folosesc ca mediu de încălzire săruri de nitrat sau clorură topit. Izvoarele sunt scufundate în baia de sare lichidă, care asigură transfer de căldură extrem de rapid și uniform — mult mai rapid decât convecția aerului. Acest lucru are ca rezultat cicluri foarte scurte și o consistență excelentă a temperaturii. Cuptoarele cu baie de sare sunt deosebit de apreciate pentru călirea arcurilor de precizie unde sunt necesare toleranțe strânse de duritate (±1 HRC). Principalele provocări operaționale sunt gestionarea contaminării cu sare, extracția fumului și potențialul de pericol al sărurilor topite la temperaturi de funcționare de 160°C până la 550°C.
Înțelegerea a ceea ce se află în interiorul unui cuptor de temperare cu arc explică de ce unele cuptoare produc rezultate mai bune decât altele. Fiecare componentă contribuie la uniformitatea temperaturii, la integritatea atmosferei și la repetabilitatea care determină calitatea finală a arcului.
Procesul de călire cu arc nu este unic pentru toate. Diferite aliaje de oțel cu arc răspund diferit la tratamentul termic, iar cuptorul de temperare cu arc trebuie să fie configurat cu profilul de temperatură corect pentru aliajul specific procesat.
Oțelurile cu conținut ridicat de carbon sunt cele mai comune materiale cu arc și sunt țintele principale pentru cuptoarele de temperare cu arc. Conținutul lor de carbon de 0,60% până la 1,00% le oferă capacitatea de a atinge duritate foarte mare după călire. Aceste grade sunt de obicei temperate între 200°C și 400°C. La 300°C, oțelul cu arc 1080 atinge de obicei o rezistență la tracțiune de aproximativ 1.800 până la 2.000 MPa cu duritate în intervalul 52 până la 57 HRC.
Aliajele siliciu-crom oferă o rezistență superioară la relaxare sub sarcină - o proprietate critică pentru arcurile supapelor și arcurile de suspensie. Aceste grade sunt de obicei temperate la temperaturi mai ridicate, adesea 420°C până la 480°C , pentru a activa pe deplin mecanismele de întărire oferite de siliciu și crom. La aceste temperaturi, cuptorul de temperare cu arc trebuie să mențină o uniformitate foarte strânsă, deoarece curba de răspuns la revenire este abruptă - abaterile mici de temperatură produc o dispersie vizibilă a durității.
6150 este un aliaj popular pentru arcuri elicoidale și arcuri plate auto și industriale. Adăugările de vanadiu rafinează structura cerealelor și măresc întăribilitatea. Temperaturi de temperare de 400°C până la 500°C sunt tipice, rezultând rezistențe la tracțiune în intervalul de 1.600 până la 1.900 MPa în funcție de dimensiunea secțiunii și de temperatura specifică de revenire.
Oțelurile inoxidabile cu arc necesită o atenție specială. Gradele de întărire prin precipitații, cum ar fi 17-7 PH, sunt întărite prin tratamente de îmbătrânire la temperaturi specifice - de obicei 480°C (condiție CH900) or 510°C (condiție RH950) — mai degrabă decât prin ciclul convențional de călire și revenire. Cuptoarele de temperare cu arc utilizate pentru arcuri inoxidabile trebuie să ofere un control foarte precis al atmosferei pentru a preveni epuizarea cromului la suprafață, ceea ce ar compromite rezistența la coroziune.
Un cuptor de temperare cu arc este la fel de bun ca sistemul de control al calității care îl înconjoară. Producătorii de arcuri care operează conform standardelor de calitate auto sau aerospațială mențin controale riguroase ale procesului în jurul operațiunilor lor de călire.
Majoritatea specificațiilor aerospațiale și auto necesită studii periodice de uniformitate a temperaturii cuptorului de temperare cu arc, de obicei efectuate trimestrial. Într-un TUS, termocuplurile calibrate sunt plasate în mai multe poziții în zona de lucru, iar cuptorul funcționează la punctul de referință standard de funcționare. Abaterea maximă admisă în toate punctele de măsurare trebuie să se încadreze într-o bandă specificată - în mod obișnuit ±5°C pentru cuptoarele de clasa 2 conform AMS 2750 (standard de pirometrie Nadcap). Cuptoarele care nu respectă cerințele TUS trebuie recalibrate sau reparate înainte de a reveni în funcțiune.
În plus față de TUS, instrumentele de control al temperaturii cuptorului sunt verificate în raport cu termocuplurile de referință calibrate prin teste de acuratețe a sistemului efectuate lunar sau la intervale specificate. Acest lucru asigură că citirea temperaturii afișată de controlerul cuptorului se potrivește de fapt cu temperatura reală din zona de lucru.
După fiecare rulare de revenire, arcuri de probă sunt testate pentru duritate - de obicei folosind scara Rockwell C - pentru a verifica dacă lotul a atins intervalul de duritate specificat. Specificațiile arcului supapelor pentru automobile, de exemplu, necesită în mod obișnuit duritatea 47 până la 52 HRC , iar întregul lot poate fi respins dacă mostrele se încadrează în afara acestei ferestre.
Pentru aplicații critice, arcurile prelevate din loturi de revenire sunt supuse testării de deformare a sarcinii pentru a confirma viteza arcului și lungimea liberă și testări de oboseală pentru a verifica dacă ciclul de revenire a produs o durată de viață adecvată la oboseală. Arcurile supapelor auto utilizate la motoarele de înaltă performanță sunt testate în mod obișnuit 10 milioane de cicluri sau mai mult fără defecțiuni la niveluri de stres specificate.
Chiar și cu cuptoare de temperare cu arc bine întreținute, pot apărea probleme care afectează calitatea produsului. Identificarea acestor probleme și a cauzelor lor fundamentale este esențială pentru o producție constantă.
Cuptoarele moderne de temperare cu arc sunt semnificativ mai eficiente din punct de vedere energetic decât echipamentele de acum 20 de ani. Progresele în materialele de izolare, tehnologia elementelor de încălzire și sistemele de ardere au redus în mod substanțial consumul specific de energie.
Modulele de căptușeală din fibră ceramică reduc stocarea căldurii din peretele cuptorului și pierderile de căldură în comparație cu cărămida refractară densă. Într-o modernizare de la cărămidă la izolație din fibră ceramică, economii de energie de 20% până la 40% sunt raportate în mod obișnuit, împreună cu timpi de încălzire mai rapidi care cresc disponibilitatea cuptorului și debitul.
Montarea variatoarelor de frecvență (VFD) la motoarele ventilatoarelor de recirculare și la antrenările transportoarelor permite ca turația ventilatorului și viteza curelei să fie potrivite precis cu rata de producție și sarcina arcului, reducând consumul de energie inutil în perioadele de ralanti sau sarcini parțiale.
În cuptoarele de temperare cu arc pe gaz, recuperatoarele sau sistemele de arzător regenerativ recuperează căldura din gazele de evacuare și o folosesc pentru a preîncălzi aerul de ardere. Sistemele de recuperare pot ridica temperatura aerului de ardere la 400°C până la 600°C , reducând consumul de combustibil cu 25% până la 35% comparativ cu arderea aerului rece.
Cuptoarele moderne de temperare cu arc încorporează din ce în ce mai mult înregistrarea datelor, integrarea SCADA și chiar întreținerea predictivă bazată pe învățarea automată. Monitorizarea continuă a rezistenței elementului, a curentului motorului ventilatorului, a variației de calibrare a termocuplului și a compoziției atmosferei permite echipelor de întreținere să programeze intervenții înainte de apariția defecțiunilor, reducând timpul neplanificat care poate perturba programele de producție și poate expune loturile de arc parțial temperate la riscuri de calitate.
Călirea de primăvară este uneori confundată cu reducerea tensiunilor și recoacerea. Acestea sunt procese de tratare termică înrudite, dar distincte, iar diferențele contează semnificativ în fabricarea primăverii.
| Proces | Interval de temperatură | Scop | Efect asupra durității |
|---|---|---|---|
| Călirea de primăvară | 150°C – 500°C | Reduce fragilitatea după întărire, stabilește proprietățile mecanice finale | Reduce duritatea de la stins la ținta specificată |
| Eliberarea stresului | 120°C – 250°C | Îndepărtați tensiunile de înfășurare sau bobinaj de la arcurile formate la rece | Schimbare minimă a durității |
| Recoacerea | 700°C – 900°C | Înmoaie complet oțelul pentru formare sau prelucrare | Reducere majoră - rezultă un material foarte moale |
Arcurile înfăşurate la rece realizate din sârmă preîntărită (cum ar fi sârma muzicală sau sârma trasă tare) suferă de obicei o eliberare a tensiunii mai degrabă decât o călire completă, deoarece sârma a fost deja călită la moara de sârmă. Tratamentul de reducere a stresului la 120°C până la 230°C timp de 20 până la 30 de minute elimină tensiunile de bobinaj și stabilizează geometria arcului fără a modifica semnificativ duritatea. Prin contrast, arcurile înfăşurate la cald sunt înfăşurate peste temperatura critică de transformare şi necesită întărire şi revenire completă într-un cuptor de temperare cu arc după formare.
Alegerea unui cuptor de temperare cu arc implică echilibrarea mai multor cerințe operaționale. Alegerea greșită are ca rezultat fie o calitate slabă a arcului, fie o investiție costisitoare de supracapacitate.

TK-13200, TK-7230 TK-13200、 TK-7230 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXE ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXE ...
See Details
TK12120 TK-12120 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXES ...
See Details
TK-6160 TK-6160 MAȘINĂ CNC DE LAMINARE A ARCOLOR ...
See Details
TK-6120 TK-6120 MAȘINĂ CNC DE LAMINARE A ARCOLOR ...
See Details
TK-5200 TK-5200 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 5 AXE ...
See Details
TK-5160 TK-5160 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 5 AXES ...
See Details
TK-5120 TK-5120 MAȘINĂ CNC DE BOBINAR A ARCOLOR 5 AXE ...
See DetailsCod QR mobil

 Language
Language  中文简体
中文简体

