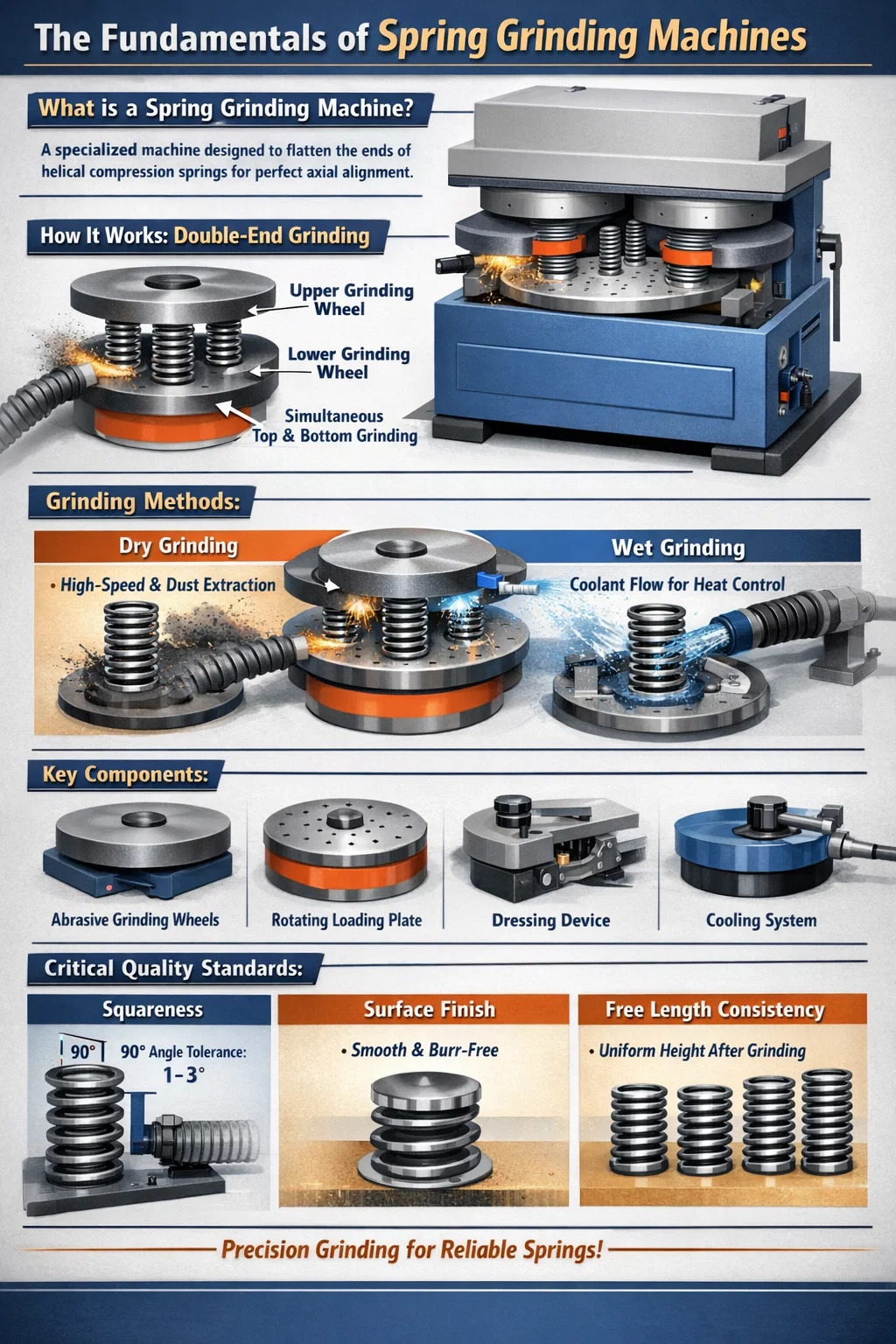
A mașină de șlefuit cu arc este o unealtă abrazivă industrială specializată, concepută special pentru a aplatiza capetele arcurilor de compresie elicoidale. În lumea producției, arcurile care ies dintr-o mașină de bobinat au adesea capete „deschise” sau neuniforme. Fără șlefuire, aceste arcuri nu pot sta perfect verticale sau nu pot distribui greutatea uniform atunci când sunt comprimate. The mașină de șlefuit cu arc elimină excesul de material din bobinele de sus și de jos pentru a crea o suprafață plană, perpendiculară.
Prin pătrarea capetelor, mașina se asigură că arcul se realizează axialitate maximă a sarcinii si stabilitate. Acest proces este esențial pentru aplicații de înaltă performanță, cum ar fi arcuri de supape pentru automobile, arcuri pentru injector de combustibil și componente de mașini industriale grele, în care o abatere egală 0,5 grade în verticalitate poate duce la defecțiuni mecanice sau la uzură neuniformă.
Principiul fundamental de lucru al a mașină de șlefuit cu arc implică mișcarea relativă dintre arc și două roți abrazive rotative de mare viteză. Majoritatea mașinilor moderne folosesc a slefuire dublu apropiere, ceea ce înseamnă că atât partea superioară, cât și cea inferioară a arcului sunt procesate simultan.
Arcurile sunt încărcate într-un dispozitiv circular rotativ cunoscut sub numele de placă de încărcare sau discul de alimentare. Această placă conține mai multe găuri sau dispozitive de fixare concepute pentru a ține în siguranță arcurile într-o poziție verticală. Pe măsură ce placa de încărcare se rotește, aceasta transportă arcurile în zona de șlefuire situată între roțile de șlefuit superioare și inferioare.
Roțile de șlefuit sunt poziționate la o anumită distanță unele de altele, corespunzătoare lungimii libere finale dorite a arcului. Când arcul trece între roțile rotative, suprafețele abrazive rad vârful firului de la ambele capete. Frecarea generează căldură semnificativă, astfel încât viteza plăcii de încărcare și nisipul roții trebuie să fie perfect calibrate pentru a evita daune termice sau „arderea” oțelului arcului.
Unele mașini folosesc o metodă „de trecere” în care arcurile se mișcă continuu prin roți, în timp ce altele folosesc o metodă de „în avans”. În sistemul de alimentare, roțile se deplasează vertical spre arcuri în timp ce placa de încărcare rămâne într-o poziție fixă, permițând un control extrem de precis asupra presiunea de măcinare și rata de îndepărtare a materialului.
Eficiența mașină de șlefuit cu arc depinde de mai multe componente cu uzură mare care trebuie să facă față solicitărilor mecanice intense și căldurii.
| Component | Funcție și material | Specificație tipică |
|---|---|---|
| Roți de șlefuit | Discuri abrazive (oxid de aluminiu sau carbură de siliciu) care taie metalul. | Diametru: 300mm - 900mm |
| Placă de încărcare | Un disc de oțel rotativ care transportă arcuri prin mașină. | Controlul vitezei variabile |
| Dispozitiv de pansament | Restabilește planeitatea și claritatea discurilor de șlefuit. | Freze cu vârf de diamant sau din oțel |
| Sistem de racire | Folosește aer sau ceață de apă/ulei pentru a disipa căldura din izvor. | Duze de înaltă presiune |
În funcție de materialul arcului și de precizia necesară, inginerii aleg între două metode principale de funcționare pentru mașină de șlefuit cu arc .
Măcinarea uscată este cea mai comună metodă pentru arcurile standard din oțel carbon. Se bazează pe un volum mare sistem de aspirare a prafului pentru a îndepărta așchii de metal și particule abrazive. Deși eficientă pentru producția de mare viteză, măcinarea uscată poate duce la acumularea excesivă de căldură dacă viteza de avans este prea agresivă, modificând potențial călirea arcului.
Măcinarea umedă implică aplicarea continuă a unui lichid de răcire (ulei solubil în apă sau fluid sintetic) direct pe interfața de măcinare. Această metodă este folosită pentru otel inoxidabil sau aliaje termosensibile. Lichidul de răcire împiedică sârma să atingă temperaturi critice, asigură o finisare mai netedă a suprafeței și prelungește durata de viață a discului de șlefuit.
A mașină de șlefuit cu arc trebuie intretinute cu meticulozitate pentru a asigura calitatea produsului final. Producătorii se concentrează pe trei parametri principale în timpul procesului de măcinare:
De-a lungul timpului, roțile de șlefuit ale a mașină de șlefuit cu arc devin „înfundate” cu particule de metal sau își pierd profilul perfect plat. Acest fenomen este cunoscut sub numele de „glazură”. Pentru a rezolva acest lucru, mașina este echipată cu un unitate de pansament . Această unitate folosește un material mai dur pentru a îndepărta un strat subțire al roții, expunând boabe abrazive proaspete și asigurând că fața roții rămâne paralelă cu placa de încărcare. Pansamentul obișnuit este diferența dintre un arc de înaltă calitate și unul care este respins în timpul inspecției.

TK-13200, TK-7230 TK-13200、 TK-7230 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXE ...
Vezi detalii
TK-13200, TK-7230 TK-13200、 TK-7230 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXE ...
Vezi detalii
TK12120 TK-12120 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXES ...
Vezi detalii
TK-6160 TK-6160 MAȘINĂ CNC DE LAMINARE A ARCOLOR ...
Vezi detalii
TK-6120 TK-6120 MAȘINĂ CNC DE LAMINARE A ARCOLOR ...
Vezi detalii
TK-5200 TK-5200 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 5 AXE ...
Vezi detalii
TK-5160 TK-5160 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 5 AXES ...
Vezi detalii
TK-5120 TK-5120 MAȘINĂ CNC DE BOBINAR A ARCOLOR 5 AXE ...
Vezi detaliiCod QR mobil

 Limbă
Limbă 

