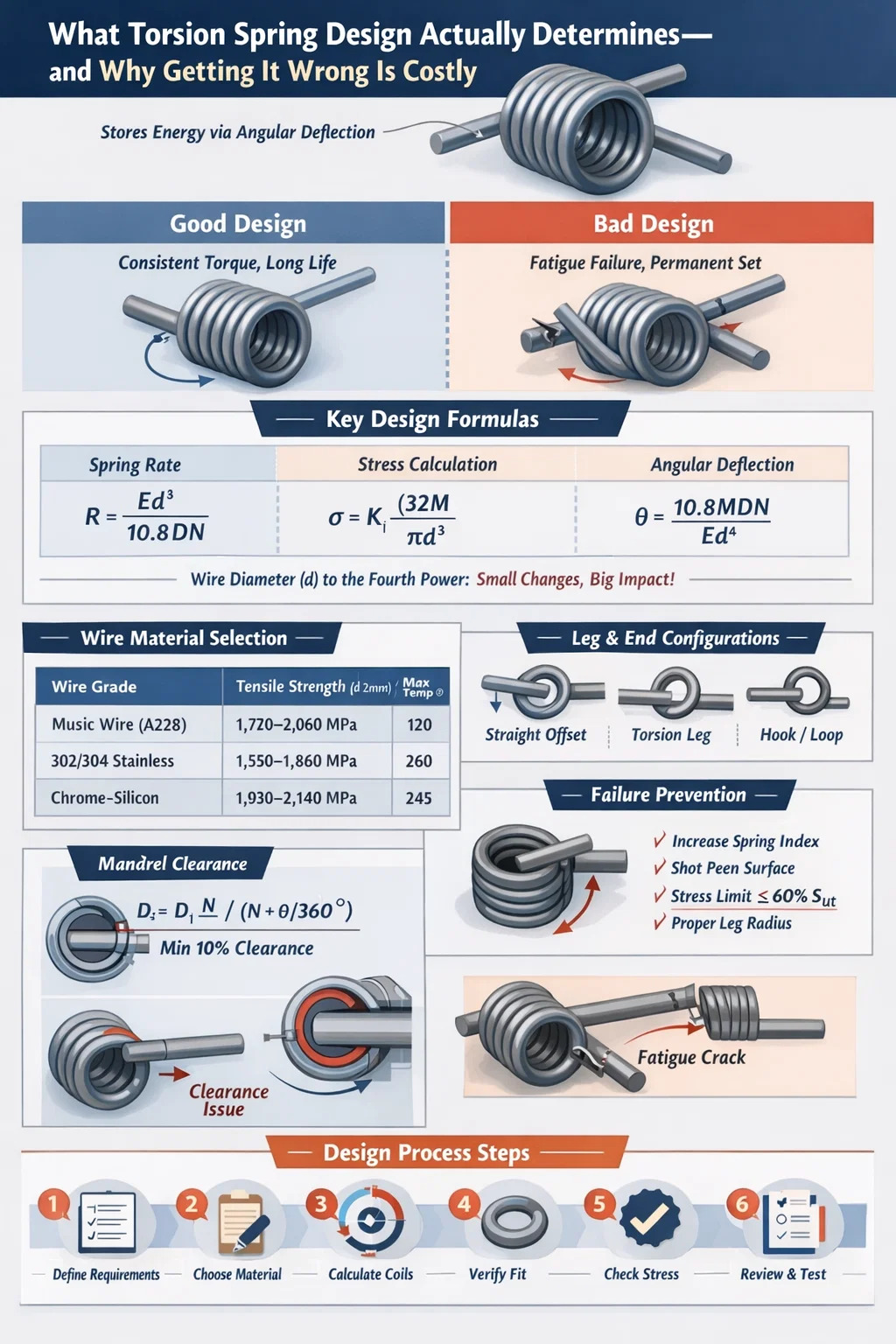
Proiectarea arcului de torsiune este procesul de specificare a geometriei, materialului, caracteristicilor de sarcină și toleranțelor de fabricație ale unui arc care stochează energie prin deviație unghiulară, mai degrabă decât prin compresie sau extensie liniară. Obțineți designul corect, iar arcul oferă un cuplu constant pe mii – sau milioane – de cicluri. Înțelegeți greșit și vă confruntați cu o defecțiune prematură prin oboseală, setare permanentă sau curbe imprevizibile ale cuplului care distrug mecanismul din aval.
Cel mai critic rezultat de proiectare este Rata arcului (cuplu pe grad de rotație) , exprimat de obicei în N·mm/° sau lb·in/°. Fiecare alt parametru - diametrul firului, diametrul bobinei, numărul de bobine active, geometria piciorului, configurația capătului - se alimentează în acel număr. O mașină cu arc de torsiune poate produce doar ceea ce specifică proiectarea, astfel încât precizia în faza de proiectare elimină relucrarea costisitoare la nivelul producției.
Acest articol parcurge întregul proces de proiectare: de la ecuații fundamentale și selecția materialului până la constrângerile de fabricație impuse de mașinile cu arc de torsiune, moduri comune de defecțiune și strategii practice de toleranță utilizate în producția de volum mare.
Proiectarea arcului de torsiune se bazează pe un set de ecuații mecanice bine stabilite. Înțelegerea lor nu este opțională – ele determină dacă arcul tău supraviețuiește duratei sale de funcționare sau se defectează în primele câteva mii de cicluri.
Rata unghiulară a arcului R se calculează astfel:
R = Ed⁴ / (10,8 D N)
Unde E este modulul de elasticitate (MPa), d este diametrul firului (mm), D este diametrul mediu al bobinei (mm) și N este numărul de bobine active. Pentru sârmă de oțel carbon trasă tare, E ≈ 196.500 MPa; pentru inox 302/304, E ≈ 193.000 MPa; pentru crom-siliciu (SAE 9254), E ≈ 201.000 MPa.
Observați că diametrul firului apare la a patra putere. Creșterea d cu doar 10% crește rata de primăvară cu aproximativ 46%. Acesta este motivul pentru care diametrul firului este cea mai sensibilă variabilă în orice proiectare a arcului de torsiune - o mică abatere de toleranță are un efect exagerat asupra ratei finale a arcului.
Efortul de încovoiere într-un fir cu arc de torsiune este:
σ = K_i × (32M) / (πd³)
Unde M este momentul aplicat (N·mm), d este diametrul sârmei și K_i este factorul de corecție a tensiunii interioare a fibrei (numit și factor Wahl pentru arcurile de torsiune). K_i ține cont de efectele de curbură și este definit ca:
K_i = (4C² - C - 1) / (4C(C - 1))
Unde C este indicele arcului = D/d. Pentru un indice de resort de 6 (o valoare comună), K_i ≈ 1,24. Pentru o bobină strânsă cu C = 4, K_i crește la aproximativ 1,40. Acest lucru înseamnă că un arc spiralat strâns vede o solicitare cu 13% mai mare la fibra interioară pentru același moment aplicat - o diferență semnificativă atunci când durata de viață la oboseală este constrângerea de proiectare.
Deviația unghiulară totală θ (în grade) este:
θ = 10,8 M D N / (E d⁴)
Această ecuație este inversul formulei ratei arcului. Vă spune cât de mult se rotește arcul pentru un anumit cuplu aplicat. În aplicații precum balamalele ușilor de automobile sau regulatoarele de ferestre, cunoașterea unghiului exact de deformare la fiecare nivel de cuplu este esențială pentru ambalarea mecanismului.
O caracteristică unică a arcurilor de torsiune: diametrul bobinei se modifică pe măsură ce arcul se înfășoară sau se desfășoară. Când este înfășurat în direcția de închidere (bobinele se strâng), diametrul mediu scade. Noul diametru mediu D₂ este:
D₂ = D₁ N / (N θ/360°)
Pentru un arc cu 8 bobine active care se rotesc la 90°, D₂ = D₁ × 8 / 8,25 = 0,970 × D₁ — o reducere de 3%. Dacă arcul funcționează peste un dorn, proiectantul trebuie să verifice dacă D₂ oferă încă un spațiu adecvat; interferența la deviația maximă cauzează vârfuri catastrofale de cuplu și defecțiuni premature. Practica standard de proiectare este de a menține cel puțin 10% spațiu liber între diametrul interior al bobinei deviat și diametrul exterior al dornului .
Alegerea materialului este inseparabilă de designul arcului de torsiune. Sârma trebuie să furnizeze rezistența la tracțiune, limita de anduranță și rezistența la coroziune necesare în intervalul de temperatură de funcționare, rămânând în același timp compatibil cu capacitățile de formare ale mașinii cu arc de torsiune.
| Calitatea firului | Rezistența la tracțiune (d=2mm) | Temperatura maximă (°C) | Utilizare tipică |
|---|---|---|---|
| Trasat greu (ASTM A227) | 1.380–1.650 MPa | 120 | Uz general, sarcini statice |
| Sârmă muzicală (ASTM A228) | 1.720–2.060 MPa | 120 | Oboseală de ciclu înalt, precizie |
| Inoxidabil 302/304 (ASTM A313) | 1.550–1.860 MPa | 260 | Medii corozive |
| Inoxidabil 316 (ASTM A313) | 1.480–1.790 MPa | 315 | Marină, expunere chimică |
| Siliciu crom (SAE 9254) | 1.930–2.140 MPa | 245 | Stres ridicat, temperatură ridicată |
| Inconel 718 | 1.240–1.380 MPa | 600 | Aerospațial, turbine cu gaz |
Pentru majoritatea aplicațiilor industriale - balamale uși, încuietori, retractoare și conectori electrici - firul muzical (ASTM A228) este alegerea implicită . Rezistența sa ridicată la tracțiune și calitatea constantă a suprafeței susțin durate de oboseală care depășesc 500.000 de cicluri la niveluri de solicitare de până la 70% din rezistența maximă la tracțiune. Sârma trasă dur costă cu 10-15% mai puțin, dar are un finisaj mai dur de suprafață și o variabilitate mai mare a rezistenței la tracțiune, făcându-l mai potrivit pentru aplicații statice sau cu ciclu redus.
Sârma de crom-siliciu, deși mai scumpă, este alegerea standard pentru arcurile supapelor auto și arcurile de retur a frânei unde temperaturile de funcționare ajung la 200–240°C și relaxarea solicitărilor trebuie redusă la minimum. De asemenea, este mai solicitant pentru mașina cu arc de torsiune, deoarece duritatea sa mai mare accelerează uzura sculelor - un factor de discutat cu producătorul în timpul revizuirii designului.
Bronzul fosfor și cuprul beriliu apar în arcurile conectorilor electrici, unde conductivitatea contează alături de performanța mecanică. Cuprul beriliu în special, deși este scump, atinge rezistențe la tracțiune care se apropie de 1.400 MPa și menține o rezistență excelentă la priză, făcându-l potrivit pentru instrumente de precizie cu toleranțe strânse ale cuplului pe o durată de viață extinsă.
Configurația finală a unui arc de torsiune - modul în care picioarele sunt formate, unde intră în contact cu părțile de împerechere și ce geometrie urmează - afectează în mod direct trei lucruri: numărul efectiv de bobine active, concentrația tensiunii la joncțiunea picior-corp și ceea ce poate forma în mod realist mașina cu arc de torsiune.
Numărul efectiv de bobine active N_a include o contribuție din partea picioarelor. Pentru picioarele drepte, aproximarea standard adaugă L/(3πD) la numărul bobinelor corpului, unde L este lungimea totală a ambelor picioare. Pentru un arc cu un diametru mediu al bobinei de 20 mm și două picioare de 30 mm, aceasta adaugă aproximativ 30/(3π×20) ≈ 0,16 bobine - o corecție mică, dar netrivială atunci când sunt necesare toleranțe strânse ale vitezei arcului (±5% sau mai bine).
Ignorarea acestei corecții duce la erori sistematice ale ratei arcului care devin evidente în timpul inspecției primului articol, necesitând ajustări ale numărului de bobine și timp suplimentar de configurare a mașinii cu arc de torsiune CNC.
O mașină cu arc de torsiune - în special o mașină de bobinat CNC cu capacitate de arc de torsiune - formează sârmă prin îndoirea acestuia în jurul unui dorn de bobinare, modelând simultan picioarele și elementele de capăt. Înțelegerea a ceea ce poate și nu poate face mașina este esențială în faza de proiectare, înainte de tăierea sculelor.
Mașinile standard CNC cu arc de torsiune manipulează diametre de sârmă de la aproximativ 0,10 mm până la 16 mm, în funcție de clasa mașinii. Bobinatoarele CNC entry-level acopera 0,3–3,5 mm; mașinile industriale grele manipulează sârmă de 3–16 mm. Indicele de primăvară (D/d) este practic constrâns între 4 și 16 pentru majoritatea tirajelor de producție:
Punctul favorabil pentru producția de mașini cu arc de torsiune este C = 6 până la C = 12 , unde forțele de formare sunt gestionabile, uzura sculei este previzibilă, iar toleranțele dimensionale sunt realizabile la viteze mari de producție.
Mașinile moderne CNC cu arc de torsiune - cum ar fi cele de la Wafios, Numalliance sau Simplex - funcționează cu 4 până la 8 axe controlate. Capacitățile cheie includ:
Unghiul liber - unghiul dintre cele două picioare în starea neîncărcată - este unul dintre cei mai dificili parametri de controlat. Toleranța la unghi liber de la ±3° la ±5° este capacitatea standard de producție; ±1° până la ±2° este realizabil cu mașini CNC premium cu arc de torsiune și calificarea procesului, dar la un cost mai mare pe bucată. Designerii ar trebui să specifice cea mai strânsă toleranță de care au nevoie de fapt, nu cea mai strânsă pe care o consideră posibilă - supraspecificarea toleranței unghiului liber poate dubla sau tripla costul piesei fără a îmbunătăți funcționarea produsului.
După formare, arcurile de torsiune realizate din sârmă pre-întărită (sârmă muzicală, trasă tare, inoxidabil) sunt supuse unei coacere la temperatură joasă de efort - de obicei 175-230°C timp de 20-30 de minute. Aceasta reduce tensiunile reziduale induse în timpul bobinei, stabilizează unghiul liber și reduce punerea în funcțiune. Arcurile de crom-siliciu și crom-vanadiu sunt formate din sârmă recoaptă și apoi stinsă cu ulei și revenite la duritatea finală după bobinare, ceea ce oferă mai mult control asupra proprietăților materialului, dar necesită pași suplimentari de proces pe linia mașinii cu arc de torsiune.
Shot peening, aplicat după tratamentul termic, induce tensiuni reziduale de compresiune pe suprafața firului, ridicând limita de rezistență la oboseală cu 20–30% pentru arcuri care funcționează în îndoire inversă. Pentru arcurile de torsiune în aplicații cu ciclu înalt (peste 500.000 de cicluri), greșarea este aproape întotdeauna specificată, în ciuda adăugării de 15-25% la costul piesei, deoarece alternativa - defecțiunea la oboseală în câmp - este mult mai costisitoare.
Defectarea prin oboseală este modul de avarie dominant pentru arcurile de torsiune sub încărcare ciclică. Se inițiază la suprafața interioară a bobinei (unde solicitarea de încovoiere este cea mai mare din cauza curburii) sau la joncțiunea picior-corp (un punct de concentrare a tensiunii). Prevederea vieții la oboseală necesită înțelegerea atât a amplitudinii stresului, cât și a stresului mediu.
Criteriul Goodman modificat leagă amplitudinea admisibilă a tensiunii σ_a cu tensiunea medie σ_m:
σ_a / S_e σ_m / S_ut = 1
Unde S_e este limita de anduranță și S_ut este rezistența maximă la tracțiune. Pentru firul muzical, S_e ≈ 0,45 × S_ut pentru specimenele lustruite. Factorii de corecție a finisării suprafeței reduc acest lucru la aproximativ 0,35–0,38 × S_ut pentru sârmă de producție cu calitate standard a suprafeței.
Parabola Gerber este uneori folosită ca alternativă la linia Goodman, deoarece se potrivește mai bine cu datele empirice de oboseală a arcului la niveluri medii ridicate de stres. Cu toate acestea, Goodman rămâne mai conservator și este preferat pentru aplicațiile critice pentru siguranță.
În designul practic al arcului de torsiune, următoarele obiective privind raportul de solicitare oferă performanțe fiabile la oboseală:
Aceste ținte trebuie calculate folosind formula corectată în funcție de stres cu factorul Wahl. Aplicarea ecuației tensiunii nominale de încovoiere fără corecția curburii subestimează solicitarea reală a firului cu 15-35%, în funcție de indicele arcului - o eroare potențial catastrofală în proiectarea cu ciclu înalt.
Arcurile de torsiune sub sarcină susținută pot prezenta o fixare permanentă - o schimbare permanentă a unghiului liber în timp din cauza fluajului materialului sârmei. Setarea permanentă depinde de temperatură și devine semnificativă peste 100°C pentru sârmă de oțel carbon. Stresul maxim admisibil susținut pentru a limita setat la mai puțin de 2% peste 1.000 de ore la temperatura camerei este de aproximativ 65% din S_ut pentru firul muzical și 70% pentru siliciul crom.
Pentru aplicațiile în care arcul este ținut într-o poziție comprimată (ca în multe mecanisme auto și aparate), proiectantul trebuie să verifice dacă solicitarea susținută la deformarea maximă nu depășește aceste limite. Nerespectarea acestui lucru duce la scăderea cuplului de-a lungul duratei de viață a produsului - o plângere obișnuită pe teren care se datorează direct la supravegherea proiectării arcului de torsiune.
Specificarea toleranțelor pe un desen cu arc de torsiune este locul în care raționamentul ingineresc se intersectează cu costul de producție. Fiecare toleranță mai strânsă decât capacitatea standard de producție necesită controale suplimentare ale procesului, frecvență crescută de inspecție sau timpi mai lenți de ciclu al mașinii cu arc de torsiune - toate acestea adaugă costuri.
| Parametru | Toleranță standard | Toleranță strânsă (cost premium) |
|---|---|---|
| Diametrul firului | Conform standardului de sârmă ASTM (de obicei ±1–2%) | ±0,5% (necesită lot de sârmă certificat) |
| Diametrul mediu al bobinei | ±2–3% | ±1% |
| Numărul de bobine | ±0,25 bobine | ±0,1 bobine |
| Unghi liber | ±5° | ±2° |
| Rata de primăvară | ±10% | ±5% |
| Cuplul la unghiul de testare | ±10% | ±5% |
| Lungimea piciorului | ±1,0 mm | ±0,5 mm |
| Lungimea corpului (bobina închisă) | ±0,5 mm | ±0,2 mm |
Cea mai importantă toleranță care trebuie specificată corect este cuplul la un unghi de testare definit, nu rata arcului izolat. O toleranță de cuplu la un anumit unghi este legată mai direct de funcția produsului - îi spune producătorului exact ce trebuie să furnizeze arcul în punctul în cursa care contează pentru ansamblu. Doar rata de primăvară nu spune povestea dacă unghiul liber variază.
O abordare comună și eficientă este de a specifica: (1) cuplul la unghiul minim de lucru, (2) cuplul la unghiul maxim de lucru și (3) unghiul liber cu o toleranță largă. Această specificație funcțională oferă operatorului mașinii cu arc de torsiune libertate maximă de a optimiza procesul de formare, asigurând în același timp că arcul funcționează corect în ansamblu.
Un desen cu arc de torsiune trebuie să specifice întotdeauna:
Omiterea direcției vântului dintr-un desen este una dintre cele mai frecvente și costisitoare erori în achiziționarea arcurilor de torsiune. Un arc de torsiune din dreapta înfășurat în direcția de închidere generează un cuplu crescător pe măsură ce se închide - dacă ansamblul necesită un cuplu de închidere de la un arc din stânga, mecanismul va funcționa invers sau nu va funcționa deloc.
Înțelegerea modurilor de defecțiune nu este o inginerie post-mortem - este o intrare de proiectare. Fiecare mod de defecțiune se mapează la decizii specifice de proiectare care îl pot preveni sau atenua.
Cea mai mare tensiune de încovoiere într-un arc de torsiune apare la fibra interioară a fiecărei bobine datorită efectului de curbură (captat de factorul Wahl). Fisurile de oboseală inițiază aici și se propagă transversal pe diametrul sârmei, rezultând o fractură bruscă. Strategii de prevenire:
Setul se manifestă ca o reducere a unghiului liber în timp, reducând cuplul livrat la unghiul de lucru. Cauza principală este stresul susținut care depășește limita elastică a materialului la temperatura de funcționare. Prevenire: mențineți stresul susținut sub 65% S_ut pentru oțel carbon, utilizați arcuri prestabilite (pre-deviate dincolo de unghiul maxim de lucru în timpul producției pentru a induce solicitări reziduale favorabile) sau specificați un fir de aliaj mai mare cu o rezistență mai bună la relaxare.
Pe măsură ce arcul se deviază în direcția de închidere, diametrul interior al bobinei scade. Dacă arcul este montat peste un dorn cu un spațiu liber suficient, bobinele intră în contact cu dornul - generând frecare, căldură și vârfuri imprevizibile de cuplu. În cazurile severe, arcul se prinde complet de dorn. Remedierea este simplă în design: calculați diametrul interior minim al bobinei la deviația maximă folosind formula de modificare a diametrului și asigurați-vă că diametrul exterior al dornului este cu cel puțin 10% mai mic. Cu toate acestea, acest lucru necesită ca proiectantul să cunoască unghiul maxim de operare în faza de proiectare.
Tranziția de la corpul bobinei la piciorul drept este o discontinuitate geometrică care creează concentrarea tensiunilor. Mărimea depinde de claritatea îndoirii. O rază de curbură minimă de 1,5d la rădăcina piciorului este o bună practică de proiectare — razele mai mici decât aceasta măresc dramatic factorul de concentrare a tensiunii. Când mașina cu arc de torsiune formează piciorul, operatorul ajustează unealta pentru a atinge această rază minimă. Dacă proiectantul desenează un colț ascuțit la rădăcina piciorului, mașina va produce un colț ascuțit, iar defecțiunea prin oboseală va avea loc în acea locație, mai degrabă decât în corpul bobinei unde analiza stresului o prezice.
Cele mai eficiente proiecte de arc de torsiune sunt dezvoltate în colaborare între inginer și producătorul arcului - în special, implicând echipa care operează mașina cu arc de torsiune la începutul procesului de proiectare, înainte ca desenul să fie finalizat.
Considerații cheie DFM de discutat cu producătorul:
Inginerul care tratează producătorul de arcuri ca pe un furnizor pur de mărfuri – furnizând un desen complet fără discuții – obține în mod constant rezultate suboptime. Inginerul care implică echipa mașinii cu arc de torsiune în revizuirea designului obține arcuri care sunt mai ușor de realizat, mai consistente și mai puțin costisitoare la volumele de producție.
Principiile de proiectare a arcurilor de torsiune se desfășoară diferit în diferite industrii. Iată exemple concrete despre modul în care contextul aplicației modelează deciziile de proiectare.
Specificație tipică: cuplu de 8–12 N·m la o deformare de 75° , 500.000 de cicluri de viață, temperatură de funcționare -40°C până la 80°C. Diametrul sârmei 4–6 mm, aliaj crom-siliciu, grenat, acoperit cu fosfat de zinc. Mașina cu arc de torsiune trebuie să producă un unghi liber constant la ±3° deoarece senzația de oprire a ușii este sensibilă la variația cuplului în poziția intermediară de verificare (de obicei 30–45°). Aceste arcuri sunt produse la volum mare - sute de mii pe an - justificând mașini-unelte dedicate cu arc de torsiune și testarea cuplului în proces la 100% din piese.
Specificație tipică: torque of 0.5–2 N·mm at 30° deflection, 50,000 cycle life, phosphor bronze or beryllium copper, gold flash plated. Wire diameter 0.15–0.5 mm. At this scale, the torsion spring machine must maintain wire feed precision to ±0.02 mm to achieve the ±5% torque tolerance required. Free angle tolerance of ±3° translates to a torque variation of ±10–15% at the working angle, which must be tight enough to ensure reliable electrical contact force without over-stressing the mating pin.
Instrumentele chirurgicale și mecanismele dispozitivelor implantabile folosesc arcuri de torsiune din oțel inoxidabil 316L sau aliaj MP35N. Sunt tipice toleranțe de cuplu de ±3–5%. Fiecare primăvară este inspectată 100%. Cerințele de trasabilitate înseamnă că fiecare lot de producție este legat de un anumit număr de căldură a firului și de înregistrarea lotului mașinii cu arc de torsiune. Aceste cerințe sporesc semnificativ costurile, dar nu sunt negociabile, având în vedere mediul de reglementare. Diametrele firelor variază de obicei între 0,25 mm și 2,0 mm, în funcție de aplicație.
Arcurile de torsiune pentru ușile de garaj rezidențiale sunt mari (diametrul firului 4–8 mm, diametrul mediu al bobinei 50–75 mm) și proiectate pentru 10.000 până la 30.000 de cicluri a vieţii. Sunt înfășurate în perechi opuse pe un arbore central, echilibrând greutatea ușii. Rata arcului trebuie să se potrivească cu greutatea și înălțimea ușii cu ±10%, altfel ușa nu se va echilibra corect. Aceste arcuri sunt produse pe mașini industriale mari cu arcuri de torsiune în volum mare, vândute ca articole de bază și sunt una dintre cele mai comune defecțiuni ale arcurilor de uz casnic - nu pentru că sunt proiectate prost, ci pentru că sunt proiectate pentru un cost țintă care limitează durata de viață a ciclului.
Adunarea procesului de proiectare într-un flux de lucru structurat previne greșeala obișnuită de a repeta mai târziu în dezvoltare, atunci când modificările sunt costisitoare.
Urmărirea acestei secvențe evită în mod constant cea mai costisitoare categorie de erori de proiectare a arcului: descoperirea problemelor dimensionale sau de performanță în timpul validării ansamblului, atunci când modificarea designului arcului necesită recalificarea configurației mașinii arcului de torsiune și, eventual, reproiectarea pieselor de împerechere.

TK-13200, TK-7230 TK-13200、 TK-7230 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXE ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXE ...
See Details
TK12120 TK-12120 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXES ...
See Details
TK-6160 TK-6160 MAȘINĂ CNC DE LAMINARE A ARCOLOR ...
See Details
TK-6120 TK-6120 MAȘINĂ CNC DE LAMINARE A ARCOLOR ...
See Details
TK-5200 TK-5200 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 5 AXE ...
See Details
TK-5160 TK-5160 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 5 AXES ...
See Details
TK-5120 TK-5120 MAȘINĂ CNC DE BOBINAR A ARCOLOR 5 AXE ...
See DetailsCod QR mobil

 Language
Language  中文简体
中文简体

