O mașină de îndoit funcționează prin aplicarea unei forțe controlate unei piese de prelucrat - de obicei metal, sârmă sau tub - pentru a o deforma într-un unghi sau formă specifică fără tăiere sau sudură. Mașina folosește o combinație de un poanson ( matriță superioară ), o matriță ( matriță inferioară ) și un calibre din spate pentru a poziționa și îndoi materialul cu precizie repetabilă. Mecanica fundamentală se bazează pe depășirea limitei de curgere a materialului, astfel încât acesta să se deformeze permanent, rămânând în același timp sub rezistența la tracțiune pentru a evita fracturile.
În termeni practici, atunci când poansonul coboară în matriță, forțează tabla sau sârma să se conformeze geometriei matriței. Unghiul atins depinde de adâncimea de penetrare, lățimea deschiderii matriței și caracteristicile proprii ale materialului. Mașinile moderne de îndoit CNC controlează toate aceste variabile în mod digital, permițând toleranțe de până la ±0,1° la unghiul de îndoire și ±0,1 mm la poziționarea ecartamentului din spate.
Există mai multe metode primare de îndoire în uz industrial, fiecare potrivită pentru diferite materiale și volume de producție:
Înțelegerea a ceea ce face fiecare parte îi ajută pe operatori să rezolve problemele și să optimizeze calitatea ieșirii. Fiecare mașină de îndoit, indiferent de tip, împărtășește un set comun de componente mecanice și de control.
Cadrul mașinii este o structură din oțel sudat sau turnat care absoarbe forțele de îndoire fără a se deforma. La presele de frânare mari evaluate la 400 de tone sau mai mult, patul se deflectează măsurabil sub sarcină - uneori 0,3–0,5 mm pe o deschidere de 4 metri. Mașinile mai bune folosesc sisteme de încoronare (mecanice sau hidraulice pe bază de pană) pentru a compensa această deformare și pentru a menține consistența unghiului pe toată lungimea piesei.
Berbecul transportă sculele superioare (poanson) și este condus în jos de cilindri hidraulici, antrenări servo-electrice sau excentrice mecanice. Presele frane servo-electrice, acum standard în magazinele de tablă de precizie, ating o repetabilitate a poziționării de ±0,01 mm — semnificativ mai bun decât modelele hidraulice convenționale, care ating de obicei ±0,04 mm.
Raza vârfului poansonului, lățimea deschiderii matriței (deschidere în V) și raza umărului matriței afectează în mod direct calitatea îndoirii. O regulă standard este că deschiderea în V ar trebui să fie de 6-10 ori grosimea materialului. De exemplu, îndoirea oțelului moale de 3 mm utilizează de obicei o matriță în V de 20–24 mm. Utilizarea unei matrițe prea înguste provoacă subțierea și crăparea excesivă a materialului; o matriță prea largă mărește backback-ul și reduce precizia unghiului.
Ecartamentul din spate este un opritor motorizat care poziționează materialul cu precizie înainte de fiecare îndoire. Calibrele moderne de spate cu mai multe axe (de obicei 4–6 axe) permit controlul CNC atât al adâncimii, cât și al înălțimii, permițând producerea automată a pieselor complexe cu flanșe, fără repoziționare manuală. Precizia ecartamentului din spate determină în mod direct toleranța lungimii flanșei, care la presele de frânare CNC bine întreținute rulează între ±0,1 și ±0,2 mm.
Mașinile moderne de îndoit rulează controlere CNC dedicate (Delem, Cybelec sau sisteme brevetate) care stochează programele de îndoire, calculează tonaj necesar, compensează înapoi elastic și coordonează mișcarea pe mai multe axe. Programarea offline prin software CAD/CAM (de exemplu, Radan, SolidLucrări Bend) permite inginerilor să dezvolte secvențe de îndoire pe un computer și să le transfere direct pe mașină, reducând timpul de configurare cu 40-70% în comparație cu programarea manuală prin încercare și eroare.
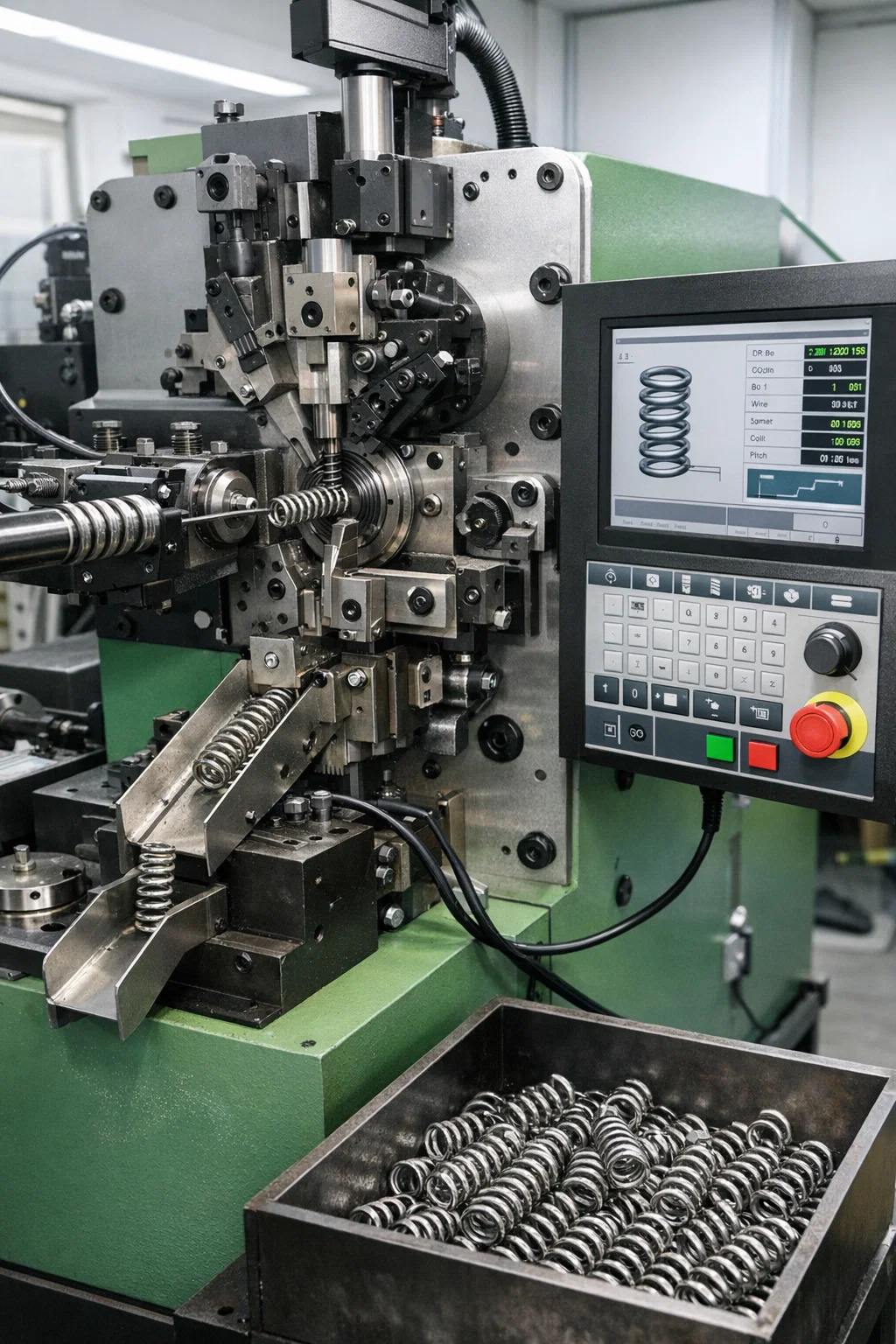
O mașină de îndoit cu arc este un tip specializat de mașină de îndoit proiectată special pentru a forma sârmă sau material plat în arcuri și forme asemănătoare arcurilor - inclusiv bobine, arcuri de torsiune, arcuri de compresie, arcuri de extensie și forme de sârmă personalizate. Spre deosebire de presa frana standard, o mașină de îndoit cu arc funcționează cu știfturi de îndoire rotative, came reglabile și un mecanism de alimentare a sârmei care lucrează împreună pentru a modela continuu firul pe măsură ce este alimentat prin mașină.
Ciclul fundamental de lucru al unei mașini de îndoit cu arc CNC trece prin următoarele etape:
Mașinile CNC de îndoit cu arc de mare viteză produc de obicei 30-200 de arcuri pe minut, în funcție de diametrul firului și de complexitatea arcului. Unele bobine de volum mare care rulează sârmă subțire (0,1–0,5 mm) în sectorul electronicii depășesc 400 de părți pe minut.
Mașinile de îndoit arc vin în mai multe configurații, în funcție de tipul arcului și de cerințele de producție:
| Tip mașină | Gama de diametre a firului | Aplicație tipică | Viteza de productie |
|---|---|---|---|
| Bobinator cu arc de compresie | 0,1 – 20 mm | Suspensii auto, supape industriale | 30 – 200 buc/min |
| Bobinator cu arc prelungitor | 0,2 – 12 mm | Balamale usi, mecanisme retractabile | 20 – 150 buc/min |
| Mașină de îndoit cu arc de torsiune | 0,3 – 10 mm | Agrafe de rufe, contacte electrice, cleme | 15 – 80 buc/min |
| Mașină de formare a sârmei CNC | 0,5 – 16 mm | Forme personalizate de sârmă, cârlige, suporturi | 5 – 60 buc/min |
| Mașină de îndoit cu arc plat | Fâșie de 0,1 – 3 mm grosime | Contacte baterie, terminale cu fixare rapidă | 20 – 120 buc/min |
Springback este una dintre cele mai importante provocări în orice operațiune de îndoire, fie pe o presă de frână de tablă sau pe o mașină de îndoit cu arc. Când o forță îndoaie metalul, doar o parte a deformației este plastică (permanentă). Porțiunea elastică își revine odată ce forța este eliberată, determinând piesa să revină la forma sa inițială. Pentru tabla obișnuită de oțel moale, unghiurile de retur variază de obicei de la 1° la 5°, în timp ce oțelurile de înaltă rezistență și oțelul inoxidabil se pot retrage cu 6°–12° sau mai mult.
Mașinile de îndoit cu arc se confruntă cu o versiune deosebit de acută a acestei probleme. Întregul produs este definit de recuperarea sa elastică - un arc de compresie, de exemplu, trebuie să stocheze și să elibereze energie în mod previzibil, astfel încât procesul de înfășurare trebuie să țină seama exact de revenirea elastică pentru a atinge lungimea liberă și rata arcului țintă. Un arc care se întoarce mai mult decât a fost programat va fi prea lung; unul care se întoarce mai puțin va fi prea scurt și ambele vor eșua testarea la sarcină.
Distincția dintre mașinile de îndoit controlate cu CNC și cele manuale depășește cu mult prețul. Fiecare are un context de operare specific în care oferă cel mai bun profit.
| Criterii | Mașină de îndoit CNC | Masina de indoit manuala |
|---|---|---|
| Repetabilitate unghiului | ±0,1° – ±0,3° | ±1° – ±3° (în funcție de operator) |
| Timp de configurare | 5–20 de minute (rechemare program) | 30–90 de minute (ajustare manuală) |
| Dimensiune adecvată a lotului | 1 – 100.000 | 1 – 500 (lucrări personalizate cu volum redus) |
| Este necesară abilitățile de operator | Moderat (programare CNC) | Înalt (dobator cu experiență) |
| Costul inițial al mașinii | 30.000 USD – 500.000 USD | 1.000 USD – 30.000 USD |
| Geometrii complexe | Excelent (automatizare pe mai multe axe) | Limitat |
În special pentru mașinile de îndoit cu arc, sistemele CNC domină producția de volum mediu spre mare, deoarece geometria formei sârmei este aproape imposibil de reprodus în mod consecvent cu ajustările manuale ale bolțurilor atunci când ratele de rulare depășesc 50 de părți pe minut. Mașinile manuale de îndoit cu arc rămân viabile pentru lucrări de prototip, ateliere de reparații specializate și loturi foarte mici de arcuri de sârmă cu diametru mare, în care timpul de configurare a mașinii depășește timpul real de producție.
Mașinile de îndoit nu sunt independente de material. Fiecare clasă de material răspunde diferit la forțele de îndoire, iar parametrii mașinii trebuie adaptați în consecință.
Alegerea mașinii greșite este o greșeală costisitoare. Mașina de îndoit potrivită depinde de cel puțin șase factori convergenți și fiecare trebuie evaluat împreună, mai degrabă decât izolat.
Pentru tabla, scalele de tonaj necesar cu limita de curgere a materialului și grosimea pătratului . Dublarea grosimii materialului de aproximativ patru ori tonaj necesar. Un atelier care îndoiește în principal oțel moale de 3 mm până la 2.500 mm lățime are nevoie de aproximativ 100–160 de tone de capacitate de frână. Dacă mai târziu trebuie să îndoaie inoxul de 6 mm, aceeași piesă ar putea necesita 400 de tone - depășind cu mult valoarea nominală a mașinii.
Pentru lucrul cu arc, gama de diametre a sârmei conduce aproape exclusiv selecția mașinii. O mașină de îndoit cu arc proiectată pentru sârmă de 0,5–4 mm nu poate procesa în mod fiabil sârmă de 8 mm fără a risca suprasarcina motorului și ruperea sculei.
Îndoirile simple 2D pe tabla plată pot fi gestionate de orice presă de frână. Piesele cu relații complexe ale flanșelor, îndoiri ale tivului sau unghiuri negative necesită scule decentrate, configurații speciale ale matrițelor sau manipulare robotică a pieselor. Pentru forme de sârmă cu geometrie 3D — cârlige, bucle și coturi cu mai multe planuri — numai o mașină de formare a sârmei CNC cu mai multe axe cu 6 sau mai multe axe controlate independent poate gestiona volumul de producție.
Un magazin care produce 50 de suporturi personalizate pe săptămână nu are nicio justificare pentru o presă frână CNC de 200.000 USD cu schimbător automat de scule. Dimpotrivă, un producător de arcuri care rulează 500.000 de arcuri de compresie pe lună nu se poate baza pe un bobinator semi-automat - timpul ciclului și uzura sculelor vor face costurile nesustenabile. Analiza pragului de rentabilitate arată în mod constant că mașinile CNC de îndoit cu arc își rambursează investiția în 12-24 de luni la rate de producție de peste 50.000 de piese pe lună în comparație cu alternativele manuale sau semi-automate.
Piesele aerospațiale și medicale necesită în mod obișnuit unghiuri de îndoire menținute la ±0,25° și lungimi de flanșă la ±0,1 mm. Obținerea acestui lucru în mod fiabil pe o presă de frână hidraulică fără feedback de măsurare a unghiului este aproape imposibilă pe o serie de producție completă. Pentru îndoirea arcului, toleranțele de lungime liberă de ± 0,3 mm pe un corp cu arc de 50 mm necesită o mașină cu rezoluție stabilă de alimentare a sârmei și compensare constantă a returului - de obicei, realizabilă numai cu bobinatoare CNC servo-acționate.
Chiar și mașinile bine configurate produc piese defecte atunci când variabilele nu sunt controlate. Următoarele probleme sunt cele mai frecvent raportate atât pentru operațiunile de presă de frână, cât și de mașina de îndoit cu arc.
Dacă unghiul de îndoire este corect în centru, dar se deschide spre capete, patul mașinii se deflectează sub sarcină. O îndoire de 3 metri pe o presă frână de 250 de tone fără încoronare activă poate prezenta 0,4–0,8 mm de deformare în centru față de capete, translativ la 1°–2° de variație a unghiului. Soluția este o masă de încoronare hidraulică sau mecanică sau segmente de scule mai scurte care permit reglarea pe secțiune.
Fisurarea apare atunci cand deformarea fibrei exterioare depaseste capacitatea de alungire a materialului. Cauzele obișnuite includ utilizarea unei raze de perforare mai mică decât cea minimă recomandată pentru material (pentru aluminiul 6061-T6, raza interioară minimă este de obicei de 1,5–2× grosimea materialului), îndoirea pe direcția granulației tablei laminate sau utilizarea materialului întărit la lucru din operațiunile anterioare de formare. Rotirea piesei cu 90° față de direcția de rulare elimină adesea fisurarea materialelor limită.
Împărțirea cu lungime liberă în arcurile de producție (de exemplu, ± 1 mm pe o țintă de ± 0,3 mm) are de obicei una din trei cauze: variația diametrului firului între bobine care depășește toleranța pentru care a fost calibrată mașina, schimbările de temperatură ale durității materialului pe serii lungi de producție sau role de alimentare uzate care alunecă intermitent. Înlocuirea inserțiilor rolelor de alimentare la fiecare 300–500 de ore de funcționare este întreținerea preventivă standard în magazinele de primăvară cu volum mare.
Răsucirea se dezvoltă atunci când tensiunea reziduală din bobina de sârmă nu este eliberată uniform pe măsură ce sârma trece prin mașină. Un dispozitiv de îndreptat sârmă (rotativ sau de tip rolă) montat între bobina de sârmă și rolele de alimentare îndepărtează setul de bobine înainte de formare. Majoritatea setărilor de mașini de îndoit cu arc de producție includ un dispozitiv de îndreptat cu 7 sau 9 role ca echipament standard.
Mașinile de îndoit - în special presele hidraulice de frânare evaluate la 100 de tone sau mai mult - generează forțe capabile să zdrobească mâinile și să provoace răni mortale. Standardele de siguranță nu sunt opționale în niciun mediu de operare profesional.
O mașină de îndoit bine întreținută ar trebui să ofere 20-30 de ani de serviciu productiv. Mașinile neglijate se deteriorează rapid, producând piese în afara toleranței și creând pericole pentru siguranță. Următoarele practici de întreținere nu sunt negociabile în mediile de producție.
Uneltele sunt de obicei cel mai mare cost de întreținere recurentă atât în presă de frână, cât și în operațiunile mașinii de îndoit cu arc. Vârfurile de perforare sunt uzate și tăiate; umerii matriței se erodează din contactul repetat cu metalul. Un singur set de instrumente de presă frână de precizie pentru o mașină de 3 metri poate costa 3.000 USD–15.000 USD, făcând depozitarea adecvată (rafturi pentru scule, capace de protecție) și procedurile de manipulare o măsură de control direct al costurilor.

TK-13200, TK-7230 TK-13200、 TK-7230 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXE ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXE ...
See Details
TK12120 TK-12120 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXES ...
See Details
TK-6160 TK-6160 MAȘINĂ CNC DE LAMINARE A ARCOLOR ...
See Details
TK-6120 TK-6120 MAȘINĂ CNC DE LAMINARE A ARCOLOR ...
See Details
TK-5200 TK-5200 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 5 AXE ...
See Details
TK-5160 TK-5160 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 5 AXES ...
See Details
TK-5120 TK-5120 MAȘINĂ CNC DE BOBINAR A ARCOLOR 5 AXE ...
See DetailsCod QR mobil

 Language
Language  中文简体
中文简体

