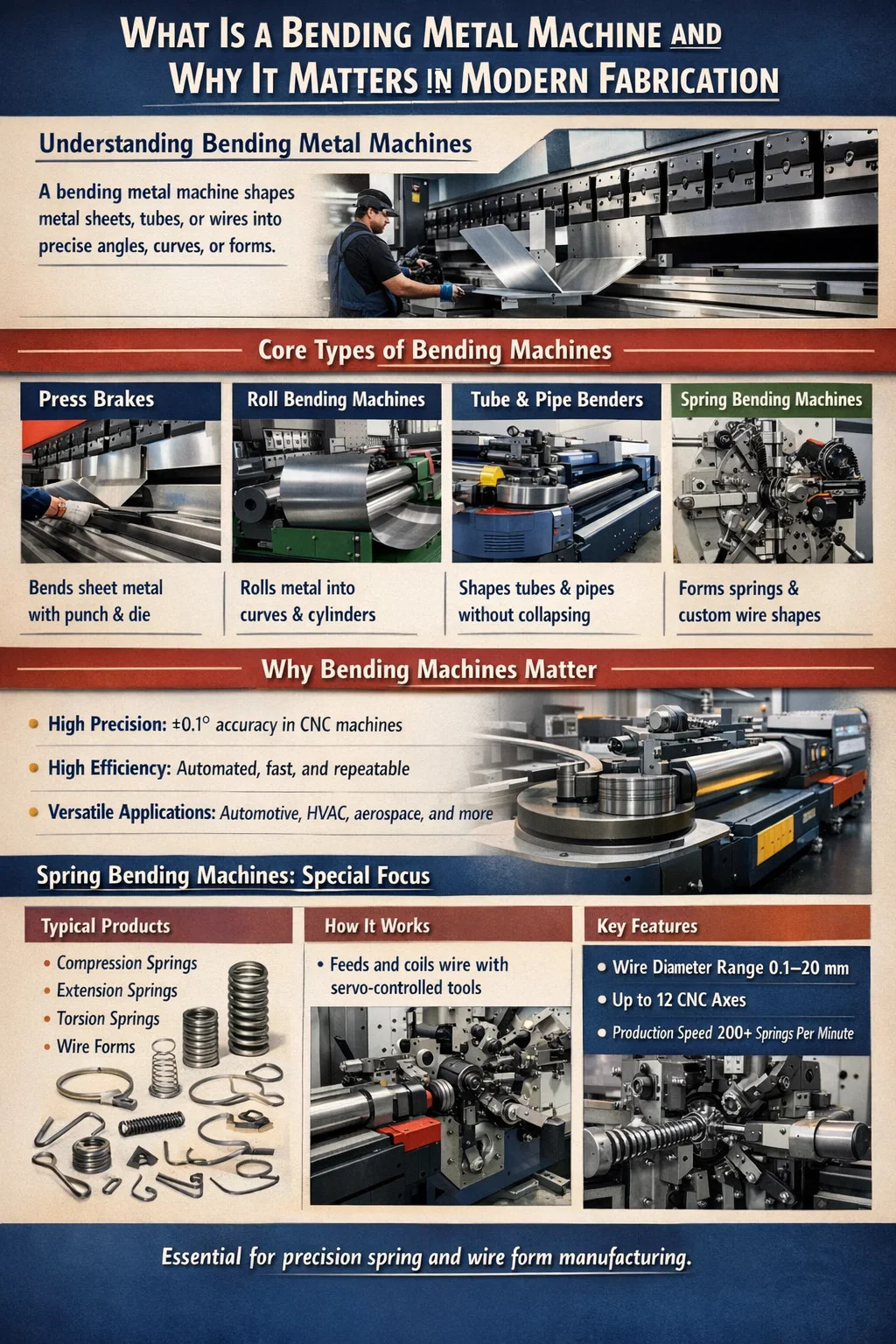
A mașină de îndoit metal este un echipament industrial conceput pentru a deforma piesele metalice — table, bare, tuburi sau sârmă — în unghiuri precise, curbe sau forme tridimensionale complexe, fără tăiere sau sudură. Concluzia de bază este simplă: dacă linia dvs. de producție necesită forme de metal consistente și repetabile la scară, o mașină de îndoit dedicată nu este un echipament opțional - este coloana vertebrală a fluxului dvs. de lucru. Îndoirea manuală introduce eroare umană, razele de curbură inconsecvente și oboseala operatorului; îndoirea mecanizată le elimină pe toate trei.
Mașinile moderne de îndoit metal variază de la simple presă frână hidraulice capabile să îndoaie plăci de oțel moale de 3 mm până la sisteme sofisticate CNC cu mai multe axe, care pot executa 40 de secvențe distincte de îndoire într-un singur ciclu automatizat. O presă de frână CNC de gamă medie, de exemplu, poate obține o repetabilitate unghiulară de ± 0,1°, care este în esență de neatins prin operare manuală. Pentru suporturile auto, conductele HVAC, cadrele de mobilier, carcasele electrice și sute de alte categorii de produse, acest nivel de precizie nu este un lux - este o cerință de producție.
Mașina de îndoit cu arc este un subset specializat al familiei mai largi de mașini de îndoit. În timp ce o presă de frână generală se concentrează pe tablă, a mașină de îndoit cu arc este conceput special pentru a înfăşura, bobina şi forma material de sârmă sau tijă în arcuri de compresie, arcuri de extensie, arcuri de torsiune şi forme de sârmă personalizate. Aceste două tipuri de mașini coexistă adesea în aceeași unitate – iar înțelegerea modului în care se completează reciproc este esențială pentru orice echipament de aprovizionare cu managerul de fabricație.
Termenul „mașină de îndoit metal” este o umbrelă care acoperă mai multe arhitecturi distincte de mașină. Alegerea tipului greșit pentru aplicația dvs. duce la o calitate slabă a pieselor, la uzura excesivă a sculelor și la cheltuieli de capital inutile. Mai jos este o defalcare structurată a principalelor categorii.
Presa de frână este cea mai răspândită mașină de îndoit tablă la nivel global. Utilizează un set de perforare și matriță pentru a aplica forță localizată de-a lungul unei linii drepte, creând o singură îndoire pe cursă. Presele hidraulice domină aplicațiile grele — îndoirea plăcilor de oțel cu o grosime de până la 25 mm pe lungimi de îndoire de 6 metri sau mai mult. Servofrânele electrice, din ce în ce mai populare din 2018, oferă economii de energie de 30–50% în comparație cu omologii hidraulici și oferă timpi de ciclu mai rapid pentru lucrările cu ecartament subțire (0,5–3 mm). Presa frana CNC adaugă poziționare programabilă a ecartamentului din spate, compensare automată a coroanei și secvențiere de îndoire în mai multe etape, reducând timpul de configurare de la ore la minute la comutarea între programele piesei.
Mașinile de îndoit cu role - numite și role de plăci sau îndoitoare de secțiuni - folosesc două sau trei role antrenate pentru a curba continuu metalul în arce, inele sau cilindri. Sunt indispensabile pentru fabricarea vaselor sub presiune, producția de țevi, oțel arhitectural și fabricarea rezervoarelor. O mașină simetrică cu trei role este standardul pentru producerea de cilindri cu diametru mare din placă plană. O mașină cu patru role adaugă o a patra rolă care preîndoaie marginea anterioară, eliminând punctul plat care este limitarea clasică a modelelor cu trei role. Razele de îndoire de la curbe strânse de 150 mm până la arcuri blânde care se întind pe câțiva metri sunt realizabile în funcție de tonajul mașinii și diametrul rolei.
Mașinile de îndoit tuburi îndoaie secțiuni goale - tuburi rotunde, pătrate sau dreptunghiulare - fără a prăbuși secțiunea transversală. Îndoirea cu tragere rotativă, cea mai precisă metodă, fixează tubul de o matriță de formă și îl rotește în jurul unei matrițe de îndoire fixă, adesea cu un dorn intern care împiedică prăbușirea peretelui. Această metodă este standard în sistemele de evacuare auto, cuști de rulare, cadre de biciclete și linii hidraulice aerospațiale. Îndoitoarele de tuburi CNC cu capete de scule cu mai multe stive pot produce piese care necesită mai multe îndoiri în planuri diferite - o singură componentă de evacuare a mașinii poate avea 8 până la 12 îndoiri distincte programate în secvență.
Mașinile de îndoit sârmă și mașinile de îndoit cu arc se ocupă de stocuri cu diametru mai mic - de obicei sârmă cu diametrul de la 0,1 mm până la 20 mm - și le formează în forme complexe de sârmă bidimensionale sau tridimensionale, cleme, console, cârlige și arcuri. Această categorie merită o discuție dedicată și este tratată în profunzime în secțiunile ulterioare.
| Tip mașină | Material primar | Toleranță tipică | Industrii comune |
|---|---|---|---|
| Presa frana CNC | Tablă 0,5–25 mm | ±0,1° | HVAC, electronice, constructii |
| Rula de farfurie | Placa pana la 100 mm | ±1–2 mm diametru | Recipiente sub presiune, rezervoare |
| Îndoitor de tuburi CNC | Tub OD 6–200 mm | ±0,2° | Auto, aerospațial |
| Mașină de îndoit cu arc | Sârmă 0,1–20 mm | pas de ±0,05 mm | Arcuri, forme de sârmă, cleme |
A mașină de îndoit cu arc - denumită și mașină de bobinat cu arc, mașină de formare a arcului CNC sau mașină de formare a sârmei, în funcție de configurație - este o mașină de îndoit metal foarte specializată, concepută pentru a procesa stocul de sârmă în arcuri și forme de sârmă la un randament ridicat. Înțelegerea principiului său de funcționare ajută la clarificarea de ce nu poate fi pur și simplu înlocuită cu o mașină de îndoit de uz general.
Sârma este trasă dintr-o bobină sau îndreptată dintr-o bobină și alimentată prin role de ghidare de precizie în zona de formare. Mecanismul de alimentare - de obicei un sistem de rulare prin strângere servo-acționat - controlează lungimea sârmei distribuite cu o precizie de ±0,05 mm. În zona de formare, un punct de bobinare sau un instrument de formare deviază firul pentru a crea diametrul bobinei. Instrumentul de pas controlează simultan avansul axial al bobinei, determinând lungimea liberă și pasul arcului. Un mecanism de tăiere - fie un tăietor rotativ, fie un cuțit cu came acţionat de came - desparte arcul finit de sârmă în punctul programat.
La mașinile de îndoit cu arc CNC, fiecare axă - lungimea de avans, poziția punctului de bobinare, unghiul sculei de pas și sincronizarea tăierii - este servocontrolată și sincronizată în mod independent printr-un controler central de mișcare. Mașinile de ultimă generație de la producători precum Wafios, Itaya sau Bamatec pot produce arcuri de compresie la viteze care depășesc 200 de bucăți pe minut pentru sârmă de diametru mic (sub 1 mm), cu repetabilitate dimensională de care înfășurarea manuală cu arc nu se poate apropia.
Springback - recuperarea elastică a metalului după îndoire - este provocarea centrală în toate operațiunile de îndoire a metalelor, dar este deosebit de critică în fabricarea arcurilor. Deoarece performanța funcțională a arcului depinde de dimensiunile geometrice precise (lungime liberă, diametru bobină, pas), orice elastic care provoacă abateri dimensionale se traduce direct într-un arc care nu respectă specificațiile de sarcină. Mașinile CNC de îndoit cu arc compensează algoritmic înapoierea elastică: software-ul de control îndoiește firul cu o cantitate calculată, astfel încât, după recuperarea elastică, arcul finit aterizează pe dimensiunea țintă. Această valoare de supraîndoire variază în funcție de materialul firului, diametrul, starea de temperare și raza de îndoire, iar mașinile moderne stochează aceste valori în bibliotecile de materiale pentru schimbarea rapidă a sarcinii.
Achiziționarea unei mașini de îndoit metal - fie o presă frână, o mașină de îndoit cu arc sau o mașină de îndoit tuburi - necesită evaluarea unui set de parametri tehnici care determină dacă mașina poate produce efectiv piesele dumneavoastră. Bazându-vă pe descrierea unui agent de vânzări fără a verifica aceste cifre în raport cu cerințele dvs. de piesă, companiile ajung cu mașini care nu pot face treaba.
Materialul îndoit determină selecția sculelor, cerințele de tonaj, compensarea returului elastic și raza de îndoire realizabilă. Nu toate metalele se îndoaie la fel, iar o mașină de îndoit pentru metale optimizată pentru oțel moale poate produce rezultate complet diferite – sau poate eșua total – atunci când încearcă să îndoiți oțel sau titan întărit cu arc.
Materialul de referință implicit pentru mașinile de îndoit metal. Oțelul moale (rezistență la curgere de aproximativ 250 MPa) este indulgent, se îndoaie curat și are o elasticitate moderată. Este materialul utilizat în tonajul mașinii și recomandările de deschidere a matriței. Oțelul moale de gradul S235 sau A36 se îndoaie fiabil până la o rază interioară de îndoire minimă de 0,5× grosimea materialului, fără fisurare.
Oțelul HSLA (limita de curgere 350–700 MPa) și calitățile AHSS utilizate în structurile caroseriei auto necesită un tonaj semnificativ mai mare pentru a se îndoi - adesea De 2 până la 3 ori tonajul necesar pentru o grosime echivalentă a oțelului moale . Backback este, de asemenea, proporțional mai mare: o îndoire de 90° în oțel HSLA poate necesita programarea poansonului la 84–87° pentru a atinge 90° după recuperarea elastică. Deschiderea matriței trebuie să fie, de asemenea, mai largă pentru a preveni fisurarea la linia de îndoire.
Oțelurile inoxidabile austenitice (304, 316) se întăresc prin lucru în timpul îndoirii, ceea ce crește rezistența pe măsură ce îndoirea progresează. Acestea necesită aproximativ 50% mai mult tonaj decât oțelul moale de aceeași grosime și prezintă un retur pronunțat. Suprafețele sculelor trebuie menținute curate pentru a preveni contaminarea din oțel inoxidabil, care provoacă coroziune în timpul funcționării.
Aluminiul necesită un tonaj mai mic decât oțelul, dar este mai predispus la marcarea suprafeței și la crăpare dacă este îndoit în direcția granulei foii. Condiția de temperare este critică: 5052-H32 se îndoaie ușor până la o rază de 1× grosime, în timp ce 6061-T6 cu aceeași grosime se poate crăpa dacă nu se mărește raza de îndoire la 3–4× grosimea. Mașinile de îndoit cu arc care procesează sârmă de aluminiu pentru industria electrică sau de ambalare trebuie să utilizeze ghidaje lustruite și unelte de formare pentru a preveni deteriorarea suprafeței.
Oțelul pentru arc - de obicei oțel cu conținut ridicat de carbon (0,6–1,0% carbon) sau oțel pentru arc aliat, cum ar fi 51CrV4 - este materialul principal pentru mașinile de îndoit arc. Aceste materiale au rezistențe la curgere de 1.000–2.000 MPa și o elasticitate extrem de mare. O mașină de îndoit arc trebuie să fie capabilă să aplice forțe de formare care depășesc limita de curgere a sârmei, controlând în același timp cu precizie deformația plastică care determină geometria finală a arcului. Sârma muzicală (ASTM A228) este cea mai comună calitate a sârmei cu arc - peste 70% din arcuri de compresie de precizie sunt înfășurate din sârmă muzicală sau sârmă trasă tare din cauza rezistenței la tracțiune constantă și a calității suprafeței.
| Material | Limita de curgere (MPa) | Nivelul Springback | Min. Raza de curbare | Tonajul față de oțel moale |
|---|---|---|---|---|
| Oțel moale (A36) | 250 | Scăzut | 0,5× t | 1× (linie de bază) |
| Oțel HSLA | 450–700 | Înalt | 1,5–2× t | 2–3× |
| 304 Inoxidabil | 310 | Mediu-Ridicat | 1× t | 1,5× |
| 6061-T6 Aluminiu | 276 | Mediu | 3–4× t | 0,5× |
| Sârmă muzicală (ASTM A228) | 1.500–2.000 | Foarte sus | 0,5–1× d | Doar mașină cu arc |
Fiecare mașină de îndoit metal se încadrează în unul dintre cele trei niveluri de control: manual, hidraulic/mecanic cu comenzi de bază sau CNC complet. Fiecare nivel are un profil distinct cost-capacitate, iar alegerea corectă depinde de volumul producției, complexitatea piesei și abilitățile disponibile ale operatorului.
Frânele manuale de pliere, frânele de cutie și pan și mașinile de bobinare cu arc reglate manual sunt adecvate pentru lucrări de prototip, producție în volum foarte mic (mai puțin de 50 de piese per tiraj) sau situații în care varietatea pieselor este extrem de mare și setările se schimbă constant. Costul lor de capital este scăzut - o frână manuală de pliere capabilă să îndoaie oțel de 1,2 mm pe 1 m poate fi achiziționată pentru 500-3.000 USD. Compensația este calitatea dependentă de operator, debitul lent și efortul fizic semnificativ pentru ecartamente mai grele. Într-un context de producție cu arc, strungurile manuale de înfășurare cu arc sunt încă folosite pentru prototipuri și comenzi personalizate dintr-o singură bucată în care timpul de programare CNC ar depăși valoarea pieselor.
Presa frana hidraulica cu un simplu opritor de adancime si ecartament posterior setat manual reprezinta calul de munca al atelierelor de fabricatie mici si mijlocii din intreaga lume. Aceste mașini sunt robuste, relativ ușor de întreținut și capabile de lucrări grele. O presă frână hidraulică de 100 de tone, 2,5 m, cu un ecartament de bază pe 2 axe, costă de obicei 15.000-40.000 USD, în funcție de marcă și origine. Sunt potrivite pentru piese de volum mediu de piese simple - flanșe drepte, canale și unghiuri din oțel moale sau aluminiu, unde sunt necesare una sau două coturi pe piesă.
Controlul complet CNC transformă o mașină de îndoit într-o celulă de producție programabilă. O presă de frână CNC stochează sute de programe de piese, fiecare definind secvența de îndoire, pozițiile ecartamentului din spate, adâncimea cursei poansonului, corecția coroanei și parametrii materialului. Operatorii selectează un program, încarcă piesa, iar mașina execută automat întreaga secvență de îndoire. Timpul de configurare pentru o lucrare repetată scade de la 45-90 de minute (pe o mașină setată manual) la mai puțin de 5 minute. Pentru o fabrică care rulează 20-30 de numere de piese diferite pe zi, această reducere a timpului neproductiv valorează mai mult anual decât prețul superior al sistemului CNC.
Mașinile CNC de îndoit cu arc oferă beneficii similare: odată ce un program de arc este scris și calificat, fiecare rulare ulterioară de producție începe de la o linie de bază bună cunoscută. Modificările parametrilor - diametrul bobinei, lungimea liberă, pasul - necesită doar editări software, mai degrabă decât ajustări mecanice. Controloarele de top pentru mașini cu arc CNC de la Wafios (Germania) și Itaya (Japonia) includ feedback dimensional în timp real: un sistem de măsurare integrat verifică fiecare arc în raport cu specificațiile programate, respingând automat piesele care nu au toleranță. Timpul de calificare pentru primul articol scade cu 60-80% comparativ cu mașinile de bobinat reglate manual.
Mașina de îndoit este la fel de capabilă ca și sculele sale. Pentru presa frana, setul de poanson si matrita determina raza minima de indoire, unghiul de indoire realizabil si grosimea maxima a materialului. Pentru mașinile de îndoit cu arc, uneltele de bobinare, uneltele cu pas și uneltele de tăiere definesc geometriile arcurilor care pot fi produse. Utilajul este un cost recurent care trebuie luat în considerare în calculul costului total de proprietate.
Sculele standard de presă frână în stil european (compatibile Trumpf/Wila) au devenit standardul global de facto, sculele de la un producător pot fi montate mașini de la zeci de alții. Profilele de poanson variază de la poansonuri cu unghi ascuțit (30°) pentru flanșe strânse până la poansonuri cu gât de găină pentru îndoirea adâncă a cutiei până la poansonuri de tiv pentru pliuri cu rază zero. Deschiderile matriței în V sunt selectate în funcție de grosimea materialului: regula generală a industriei este deschiderea în V = 6–10× grosimea materialului pentru îndoirea aerului. Poansonele și matrițele din oțel de scule întărite în configurații standard durează între 500.000 și 1.000.000 de curse înainte de a necesita recondiționare. Sculele de specialitate — suporturi cu role pentru îndoirea cu rază, poansonuri decalate pentru flanșe înguste — adaugă versatilitate, dar mărește costul stocului de scule.
Sculele pentru o mașină de îndoit cu arc sunt mai specifice aplicației decât sculele pentru presa de frână. Punctele de bobinare sunt de obicei cu vârf din carbură de tungsten pentru a rezista la abraziunea continuă a sârmei cu rezistență ridicată la viteză mare. Un punct de bobinare poate dura 50-200 de milioane de cicluri înainte de înlocuire, dar aceasta variază semnificativ în funcție de starea suprafeței firului și de lubrifiere. Uneltele de pas, tuburile de ghidare și sculele de tăiere sunt în mod similar supuse uzurii și trebuie verificate la intervale regulate. Menținerea unui stoc de consumabile de scule – în special pentru arcuri de producție de mare volum – previne timpii neplanificați costisitoare. Costul unui set complet de scule pentru un nou profil de arc pe o mașină de îndoit cu arc CNC variază de la 200 USD la 2.000 USD, în funcție de complexitate, care este modest în comparație cu costul sculelor de frână de presa pentru geometrii neobișnuite ale pieselor.
Fiecare operațiune a mașinii de îndoit metal întâmpină probleme de calitate recurente. Identificarea cauzei fundamentale - mașină, scule, material sau programare - este condiția prealabilă pentru remedierea problemei. Următoarele sunt cele mai frecvente defecte întâlnite în operațiunile de frână și îndoire cu arc, cu cauzele și remedierea acestora.
Simptom: O îndoire de 90° măsoară 90° la centru, dar 92° la capete sau invers. Cauza la o presă de frână: deformarea cadrului mașinii (înclinare) sub sarcină, ceea ce face ca centrul patului să se deformeze mai mult decât capete. Corecție: activați sistemul de încoronare; dacă mașina nu are încoronare, utilizați o matriță segmentată cu secțiuni mai groase în centru sau reduceți lungimea de îndoire pentru a rămâne în limita capacității nominale de îndoire dreaptă a mașinii. La o mașină de îndoit cu arc, variația pasului de-a lungul lungimii arcului sugerează o sculă de pas uzată sau o îndreptare inconsecventă a firului.
Simptom: Piesele îndoite la același program ies cu unghiuri ușor diferite — într-un singur lot sau între loturi. Cauza: variatia proprietatii materialului intre bobine sau foi. Chiar și materialul certificat de aceeași calitate poate varia cu ±5–10% în limita de curgere între căldurile de producție. Corectare: îndoirea inferioară (coining) în loc de îndoirea cu aer elimină variația elastică cu pretul unui tonaj mai mare - materialul este complet deformat plastic prin grosimea sa. Pentru îndoirea cu arc, aceasta se manifestă ca împrăștiere a lungimii libere și este corectată prin strângerea specificațiilor furnizorului de sârmă (gama de rezistență la tracțiune), îmbunătățirea îndreptării sârmei și utilizarea măsurării feedback-ului în buclă închisă pentru a ajusta parametrii de formare în timp real.
Simptom: Suprafața exterioară a îndoirii dezvoltă micro-fisuri sau fracturi vizibile. Cauze: raza de îndoire prea strânsă pentru material, îndoire împotriva direcției granulei materialului (direcția de rulare) sau utilizarea materialului întărit care are o ductilitate insuficientă. Corecție: măriți raza interioară de îndoire (minimum 1× grosimea materialului pentru majoritatea oțelurilor în direcția transversală, 2× în direcția longitudinală pentru aliajele mai dure). Pentru tablă, orientați piesele astfel încât linia de îndoire să fie perpendiculară pe direcția de rulare. Pentru firul cu arc, fisurarea indică defecte ale suprafeței firului sau o rază de bobinare sub minimul pentru acel diametru și temperatură a firului.
Simptom: Lungimea liberă a arcului începe la valoarea nominală și crește sau scade treptat pe parcursul unui ciclu de producție fără modificări de program. Cauză: dilatarea termică a rolelor de alimentare ale mașinii sau a sculelor de formare pe măsură ce mașina se încălzește de la pornirea la rece sau uzura progresivă a punctului de bobinare modificând raza efectivă de bobinare. Corecție: permiteți o perioadă de încălzire de 15-20 de minute înainte de măsurarea producției; monitorizează și înregistrează lungimea liberă pe o diagramă statistică de control al procesului pe tot parcursul rulării; stabiliți intervale de schimbare a sculei pe baza deplasării lungimii măsurate mai degrabă decât a intervalelor de timp arbitrare.
Înțelegerea care industrii depind cel mai mult de mașinile de îndoit metal ajută la contextualizarea amplorii acestei categorii de echipamente și a mizelor implicate în selecția și întreținerea mașinilor.
Un singur vehicul de pasageri conține o estimare 100 până la 200 de componente individuale ale arcului — arcuri de supapă, arcuri de suspensie, arcuri de scaun, arcuri de retur de frână, arcuri de ambreiaj și zeci de cleme de sârmă și elemente de reținere. Fiecare dintre acestea este produs pe o mașină de îndoit cu arc. Mașinile de îndoit table produc armături ale corpului, console, scuturi termice și elemente structurale. Cerințele de toleranță ale industriei auto – combinate cu volumele de producție măsurate în milioane de unități anual – fac ca mașinile de îndoit CNC cu măsurare în proces și control statistic al procesului să fie esențiale.
Aplicațiile aerospațiale necesită trasabilitate și certificare la fiecare pas de producție. Mașinile de îndoit CNC din instalațiile aerospațiale trebuie să mențină trasee de audit complete - înregistrând ce program a fost utilizat, care au fost parametrii mașinii și care au fost dimensiunile măsurate ale fiecărei piese. Titanul, Inconelul și aliajele aluminiu-litiu prezintă provocări extreme de îndoire: spatele elastic al titanului este aproximativ de două ori față de oțel la o grosime echivalentă, necesitând o compensare sofisticată a supraîndoirii. Mașinile de îndoit cu arc din industria aerospațială produc arcuri pentru trenul de aterizare, arcuri pentru scaunul ejectorului și arcuri de întoarcere a cablului de control la specificații precise de sarcină verificate prin testarea obligatorie a sarcinii.
Industria electronică folosește mașini de îndoit arc pentru a produce arcuri de contact pentru conectori, contacte ale bateriei, arcuri comutatoare și elemente de reținere a formei de sârmă în materiale variind de la bronz fosfor și cupru beriliu până la oțel inoxidabil. Aceste piese sunt adesea extrem de mici - diametrele de sârmă de 0,1–0,5 mm sunt comune - și necesită viteze de producție de câteva sute de bucăți pe minut cu toleranțe dimensionale de ±0,02 mm. Mașinile de îndoit tablă produc carcase, șasiu și suporturi pentru radiatoare pentru echipamente electronice din aluminiu și oțel.
Frânele de presă și frânele pliante domină construcția și fabricarea metalelor HVAC, producând conducte, tablie, panouri de fascia, suporturi structurale, unghiuri de buiandrug și carcase pentru echipamente din oțel galvanizat, aluminiu și tablă de oțel inoxidabil. Un magazin de tablă care deservește comerțul HVAC poate opera 3-8 presă de frânare de diferite capacități pentru a manipula diferite materiale de ecartament și dimensiuni ale pieselor. Productivitatea în aceste magazine este măsurată prin metri liniari de profil îndoit per schimb - o operație de presă CNC bine executată poate produce 2.000 până la 4.000 de metri liniari de produs îndoit pe schimb de 8 ore , în funcție de complexitatea piesei și de material.
Arcurile medicale și formele de sârmă - fire de ghidare a cateterului, arcuri chirurgicale, arcuri de fixare a implanturilor și componente ale echipamentelor de diagnosticare - sunt produse pe mașini de îndoit cu arc de precizie conform specificațiilor de calitate biomedicală. Materialele din acest sector includ oțel inoxidabil 316L, nitinol (aliaj cu memorie de formă nichel-titan) și titan. Formarea sârmei de nitinol pe o mașină de îndoit cu arc este deosebit de dificilă: comportamentul superelastic al materialului înseamnă că nu se aplică modelele standard cu elastic, iar traseele sculei trebuie dezvoltate empiric pentru fiecare geometrie a piesei.
Aprovizionarea cu o mașină de îndoit metal - în special o mașină de îndoit cu arc - necesită mai multă diligență decât majoritatea achizițiilor de echipamente de capital, deoarece capacitatea mașinii este foarte specifică aplicației și diferențele de performanță dintre furnizori sunt semnificative. Următoarea listă de verificare se aplică indiferent dacă cumpărați nou, recondiționat sau folosit.
Un furnizor care poate rula piesele dumneavoastră de eșantion reale pe mașina lor de demonstrație și vă poate arăta rezultatele inspecției la primul articol este infinit mai valoros decât unul care oferă doar fișe de specificații. Insistați asupra unei demonstrații a mașinii cu materialul de sârmă sau tablă înainte de a vă angaja la o achiziție. Solicitați referințe de la clienții din industria dvs. și contactați-i. Întrebați în mod specific despre acuratețea în timp (nu doar performanța gata de fabricație), disponibilitatea pieselor de schimb și capacitatea de răspuns a asistenței tehnice atunci când mașina scade în timpul producției.
Prețul de achiziție al unei mașini de îndoit metal este de obicei 40-60% din costul total de proprietate pe o durată de viață de 10 ani. Soldul cuprinde scule (5.000-50.000 USD pe durata de viață a mașinii pentru o presă frână), întreținere și piese de schimb (buget 2-4% din prețul de achiziție anual), consumul de energie (o presă frână hidraulică de 80 de tone consumă aproximativ 7,5 kW; un servomașină echivalent consumă în medie 1,5-2 kW), și formarea operatorului. Pentru o mașină de îndoit cu arc, adăugați costul resturi de sârmă în timpul instalării - o lucrare de formare a arcurilor prost programată pe o mașină CNC poate consuma 5-15 kg de sârmă înainte de a obține o probă bună, care la 3-8 USD/kg pentru sârmă muzicală reprezintă 15-120 USD în pierderi de materie primă per configurare.
O presă frână uzată de la un producător reputat – AMADA, Trumpf, Bystronic, LVD – poate furniza 80–90% din capacitatea mașinii noi la 30–50% din prețul de achiziție, cu condiția ca mașina să fi fost întreținută corespunzător și controlerul CNC și sistemul hidraulic să fie în stare bună. Punctele cheie de inspecție includ paralelismul berbecului (verificarea cu un nivel de precizie peste berbec în mai multe poziții), precizia de poziționare a ecartamentului din spate (verificarea cu un program de testare care rulează 20 de cicluri de poziționare consecutive și măsurarea variației) și starea uleiului hidraulic și stabilitatea presiunii sistemului. Pentru mașinile de îndoit cu arc uzate, inspectați uzura sculelor de bobinare, starea rolei de alimentare și verificați că sistemul de control poate comunica cu software-ul de programare actual - controlerele proprietare învechite pot face o mașină efectiv inutilizabilă dacă software-ul nu mai este acceptat.
Presele frane și mașinile de îndoit cu arc sunt printre cele mai predispuse mașini-unelte la răniri din fabricarea metalelor. Presa de frână în special are o istorie lungă de leziuni ale mâinilor și degetelor cauzate de pumnul și matrița cu închidere rapidă. Standardele moderne de siguranță au redus semnificativ ratele rănilor, dar conformitatea necesită înțelegerea sistemelor de siguranță specifice implicate.
Mașinile de îndoit cu arc prezintă un profil diferit de vătămare: pericolul principal este zburarea capetelor sârmei în timpul bobinei, în special atunci când are loc o ruptură sau o alimentare greșită a sârmei la viteză mare de producție. Capetele sârmei la 150–200 m/min pot provoca lacerații severe. Apărarea închisă în jurul zonei de formare, EIP obligatoriu (ochelari de protecție și mănuși rezistente la tăiere) și sistemele de oprire automată declanșate de senzorii de rupere a firului sunt cerințele minime de siguranță. Mașinile de îndoit cu arc nu ar trebui să fie niciodată operate cu apărătoarele îndepărtate, chiar și în timpul instalării și ajustării - o practică care crește dramatic riscul de accidentare și este o cauză principală a rănilor care apar în fabricile de producție a arcurilor.

TK-13200, TK-7230 TK-13200、 TK-7230 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXE ...
Vezi detalii
TK-13200, TK-7230 TK-13200、 TK-7230 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXE ...
Vezi detalii
TK12120 TK-12120 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXES ...
Vezi detalii
TK-6160 TK-6160 MAȘINĂ CNC DE LAMINARE A ARCOLOR ...
Vezi detalii
TK-6120 TK-6120 MAȘINĂ CNC DE LAMINARE A ARCOLOR ...
Vezi detalii
TK-5200 TK-5200 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 5 AXE ...
Vezi detalii
TK-5160 TK-5160 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 5 AXES ...
Vezi detalii
TK-5120 TK-5120 MAȘINĂ CNC DE BOBINAR A ARCOLOR 5 AXE ...
Vezi detaliiCod QR mobil

 Limbă
Limbă 

