Miezul lui confecţionarea de primăvară : îndoirea sârmei drepte de oțel în buclele sau formele dorite, păstrându-i în același timp elasticitatea.
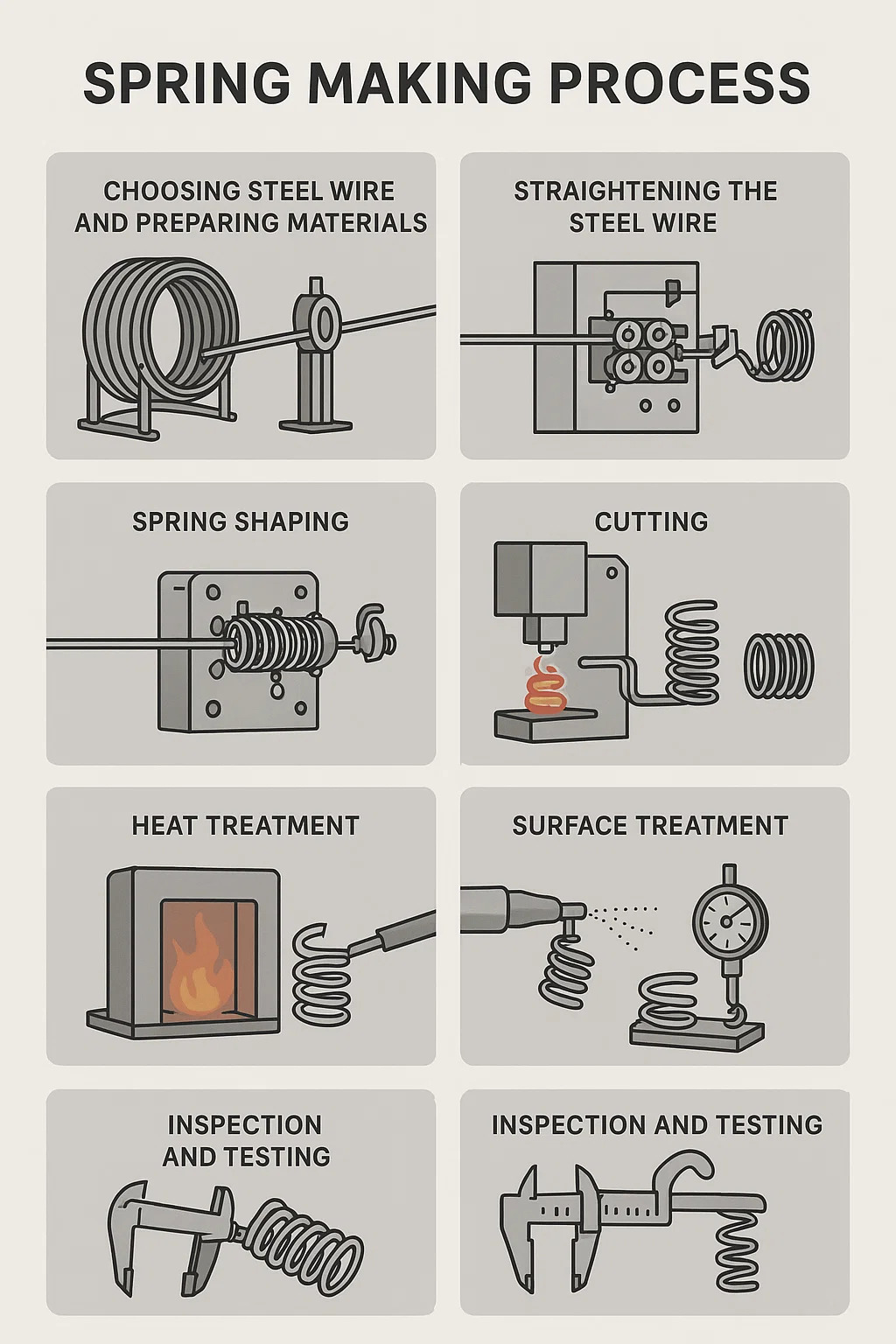
• În primul rând, trebuie să alegeți firul de oțel potrivit. Sârma cu arc vine în diferite grosimi (diametrul firului) și materiale (cum ar fi oțel obișnuit, oțel inoxidabil, sârmă de pian etc.). Alegerea depinde de forța pe care trebuie să o reziste arcul și de mediul în care va fi folosit (de exemplu, dacă va rugini).
• Firul de oțel achiziționat este de obicei înfășurat într-o rolă mare (bobină). Înainte de a face arcul, această rolă de sârmă trebuie așezată pe o mașină (cadru de derulare).
• Sârma de oțel spiralată este îndoită și nu poate fi folosită direct pentru a face un arc. Mașina va trece firul printr-un set de role de îndreptare (cum ar fi trecerea lui prin mai multe role mici), apăsând-o drept.
• Acesta este cel mai important pas, realizat de o mașină specializată cu arc. Există multe tipuri de mașini cu arc, dar principiul este același: îndoirea sârmei drepte de oțel într-un mod prestabilit.
• Alimentare cu sârmă: Mașina are două roți dințate (roți de alimentare), care, ca o bandă transportoare, avansează cu precizie o lungime de sârmă de fiecare dată. Această lungime determină numărul de bobine de arc, lungimea totală etc.
• Îndoirea sârmei: în zona de lucru a mașinii, există mai multe instrumente de îndoit mobile (cum ar fi degetele mici sau glisoare). Mașina controlează aceste instrumente:
• Unele unelte înfășoară sârma în jurul unui dorn (ax), formând spirale (la baza arcurilor de compresie/tensionare).
• Unele unelte împing sau îndoaie firul în anumite puncte pentru a crea îndoituri, cârlige (cârlige) sau capete cu forme speciale (forme de capăt).
• Unele unelte controlează distanța dintre bobinele spiralate (pas).
• Mașini de modă veche (mașini cu came): Acestea se bazează pe roți rotative (came) cu formă specială în interior pentru a împinge pârghiile, care, la rândul lor, mișcă uneltele de îndoit. Reglarea mașinii este greoaie; schimbarea formei arcului necesită schimbarea camei și petrecerea mult timp ajustării.
• Mașini de stil nou (mașini cu arc computerizate/mașini cu arc CNC): Acesta este tipul de tip mainstream acum. Operatorul introduce dimensiunile arcului (grosime, dimensiunea bobinei, numărul de bobine, metoda de îndoire a cârligului etc.) pe ecranul computerului mașinii, iar computerul (controlerul) al mașinii își amintește aceste instrucțiuni. Apoi, mai multe motoare mici (servomotoare) din interiorul mașinii controlează rolele de alimentare a sârmei și fiecare unealtă de îndoit, îndoind cu precizie sârma de oțel în forma dorită, conform programului. Doriți să treceți la un alt tip de arc? Pur și simplu selectați noul program, schimbați instrumentul și se face rapid.
• Odată formată forma arcului, tăietorul mașinii (ca o ghilotină mică) se mișcă imediat, tăind curat și îngrijit arcul format din sârma de oțel din spatele acestuia.
• Sârma de oțel proaspăt îndoită are tensiuni interne, făcându-l relativ fragil și lipsit de elasticitate, se rupe ușor. Pentru a face arcul durabil și elastic, majoritatea arcurilor (în special cele cu sârmă mai groasă sau cerințe mai mari) necesită tratament termic.
• Încălzire: Arcul este plasat într-un cuptor și încălzit la o anumită temperatură ridicată (apărând ușor roșiatic).
• Călire: Arcul se pune rapid în ulei sau apă pentru a răci și întări sârma de oțel.
• Călire: Reîncălziți la o temperatură puțin mai scăzută, mențineți o perioadă de timp, apoi răciți. Acest pas este crucial; eliberează stresul, dând arcului atât duritate, cât și duritate (mai puțin predispus la rupere), rezultând o elasticitate excelentă. Arcurile fără tratament termic sunt predispuse la deformare sau rupere.
• În funcție de destinația de utilizare a arcului, pot fi necesare diferite tratamente de suprafață:
• Shot Peening/Shot Sablare: Utilizarea de bile mici de oțel de mare viteză pentru a sablare suprafața arcului îndepărtează rugina și bavurile și, de asemenea, întărește suprafața (stresul de compresiune), crescând durata de viață a acesteia.
• Galvanizare/înnegrire: placarea suprafeței arcului cu zinc, nichel, crom etc. sau aplicarea unui tratament de înnegrire, în primul rând pentru prevenirea ruginii și îmbunătățirea aspectului.
• Acoperire: Pulverizare pe vopsea sau un strat de plastic pentru prevenirea ruginii.
• În final, arcul finit trebuie inspectat:
• Dimensiuni: Măsurați lungimea totală, diametrul exterior, diametrul interior, diametrul firului, unghiul cârligului etc., pentru a vă asigura că respectă specificațiile.
• Test de elasticitate: Folosiți o mașină specializată pentru a comprima sau întinde arcul pentru a vedea câtă forță este necesară pentru a-l comprima/întinde până la lungimea specificată (test de elasticitate) și dacă se va rupe când este complet comprimat/întins (eșantionarea testului de oboseală).
• Inspecția suprafeței: Verificați dacă există fisuri, zgârieturi severe, pete de rugină etc.

TK-13200, TK-7230 TK-13200、 TK-7230 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXE ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXE ...
See Details
TK12120 TK-12120 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXES ...
See Details
TK-6160 TK-6160 MAȘINĂ CNC DE LAMINARE A ARCOLOR ...
See Details
TK-6120 TK-6120 MAȘINĂ CNC DE LAMINARE A ARCOLOR ...
See Details
TK-5200 TK-5200 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 5 AXE ...
See Details
TK-5160 TK-5160 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 5 AXES ...
See Details
TK-5120 TK-5120 MAȘINĂ CNC DE BOBINAR A ARCOLOR 5 AXE ...
See DetailsCod QR mobil

 Language
Language  中文简体
中文简体

