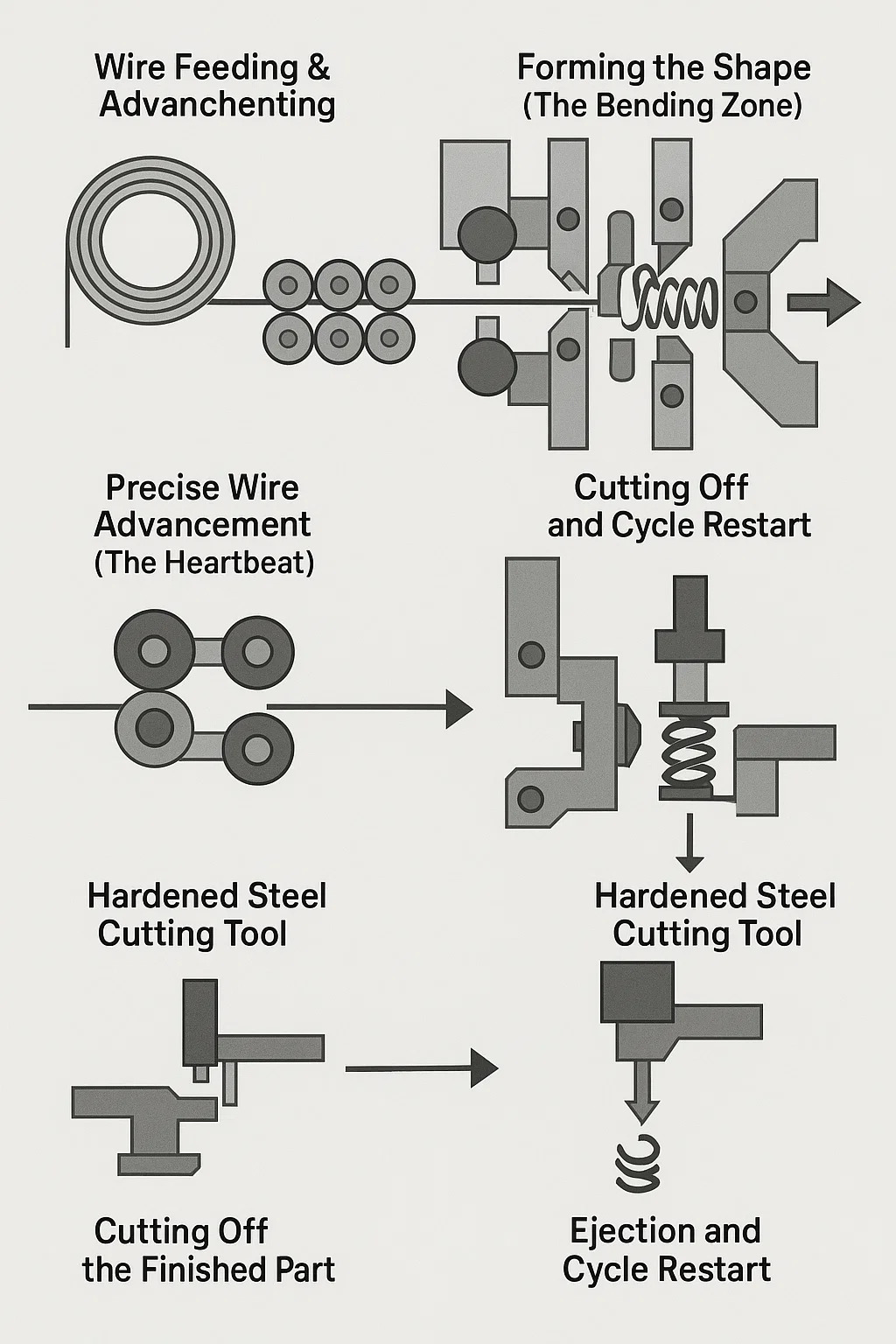
Mașini cu arc transforma firul metalic spiralat in arcuri sau forme de sarma printr-o succesiune precisa de actiuni mecanice. Iată cum funcționează:
Sârma bobină este montată pe o bobină rotativă de plată în spatele mașinii.
Sârma se alimentează într-un set de role de îndreptare (de obicei 5-10 role de oțel călit dispuse alternativ). Pe măsură ce firul trece, aceste role aplică o presiune controlată pentru a elimina orice curbe sau îndoituri din memoria bobinei, producând un fir perfect drept care intră în zona de formare.
Firul îndreptat trece între o pereche de role de alimentare puternice, moletate.
Un servomotor (la mașinile CNC) sau un mecanism cu came (la mașinile mecanice) rotește aceste role în mod intermitent. Fiecare rotație împinge o lungime de sârmă calculată cu precizie înainte în instrumentele de formare. Această lungime exactă de alimentare determină caracteristici critice, cum ar fi lungimea totală a arcului și distanța dintre spirale.
Pe măsură ce firul avansează, acesta se deplasează în zona de formare în care sunt poziționate mai multe unelte de formare (numite și unelte, degete sau diapozitive).
Aceste unelte sunt montate pe stâlpi de scule robuste în jurul unui arbore central (dorn) sau a unui știft de formare care definește diametrul interior.
Came (mecanice) sau Servo (CNC): Dictează secvența de mișcare:
Mașini mecanice: Camele rotative împing sau trage fizic pârghiile conectate la uneltele de formare prin intermediul legăturilor. Fiecare profil de came controlează sincronizarea și distanța pe care o sculă se deplasează spre interior sau spre exterior.
Mașini CNC: Servomotoarele individuale antrenează direct fiecare unealtă de formare independent. Un program de calculator controlează cu precizie poziția, viteza și sincronizarea fiecărei mișcări a sculei.
Acțiunile de îndoire: Pe măsură ce sârma trece în poziția corectă:
Un instrument s-ar putea trânti lateral pentru a crea o îndoire sau decalare.
Un alt instrument s-ar putea roti brusc pentru a înfăşura firul în jurul arborelui, formând o bobină.
Uneltele pot apăsa vertical pentru a crea bucle sau cârlige la capete.
Un instrument de înclinare s-ar putea deplasa în sincron cu alimentarea pentru a controla distanța dintre bobine în timp ce se înfășoară.
Uneltele multiple acționează în succesiune rapidă și coordonată pentru a îndoi progresiv firul în forma complexă dorită.
Odată ce îndoirea finală este formată, se acționează o unealtă de tăiere din oțel întărit (adesea o lamă sau ghilotină).
Se mișcă rapid și cu forță împotriva unei nicovale sau a unei lame staționare, forfecând arcul format sau partea de sârmă curat din materialul de alimentare de sârmă rămas.
Momentul tăierii este sincronizat exact cu sfârșitul ciclului de formare.
După tăiere, piesa formată este fie lăsată să cadă prin gravitație pe un jgheab, fie împinsă ușor în afara zonei de formare de o unealtă retractabilă.
Sculele de formare se retrag simultan înapoi în pozițiile lor „acasă”.
Rolele de alimentare avansează imediat următoarea lungime precisă de sârmă.
Ciclul se repetă continuu la viteză mare (potențial sute de părți pe minut).

TK-13200, TK-7230 TK-13200、 TK-7230 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXE ...
See Details
TK-13200, TK-7230 TK-13200、 TK-7230 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXE ...
See Details
TK12120 TK-12120 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 12 AXES ...
See Details
TK-6160 TK-6160 MAȘINĂ CNC DE LAMINARE A ARCOLOR ...
See Details
TK-6120 TK-6120 MAȘINĂ CNC DE LAMINARE A ARCOLOR ...
See Details
TK-5200 TK-5200 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 5 AXE ...
See Details
TK-5160 TK-5160 MAȘINĂ CNC DE BOBINARĂ A ARCOLOR 5 AXES ...
See Details
TK-5120 TK-5120 MAȘINĂ CNC DE BOBINAR A ARCOLOR 5 AXE ...
See DetailsCod QR mobil

 Language
Language  中文简体
中文简体

