Iată cum a Mașină CNC cu arc funcționează, defalcat în funcționalitatea esențială, împărțit în etapele sale funcționale esențiale:
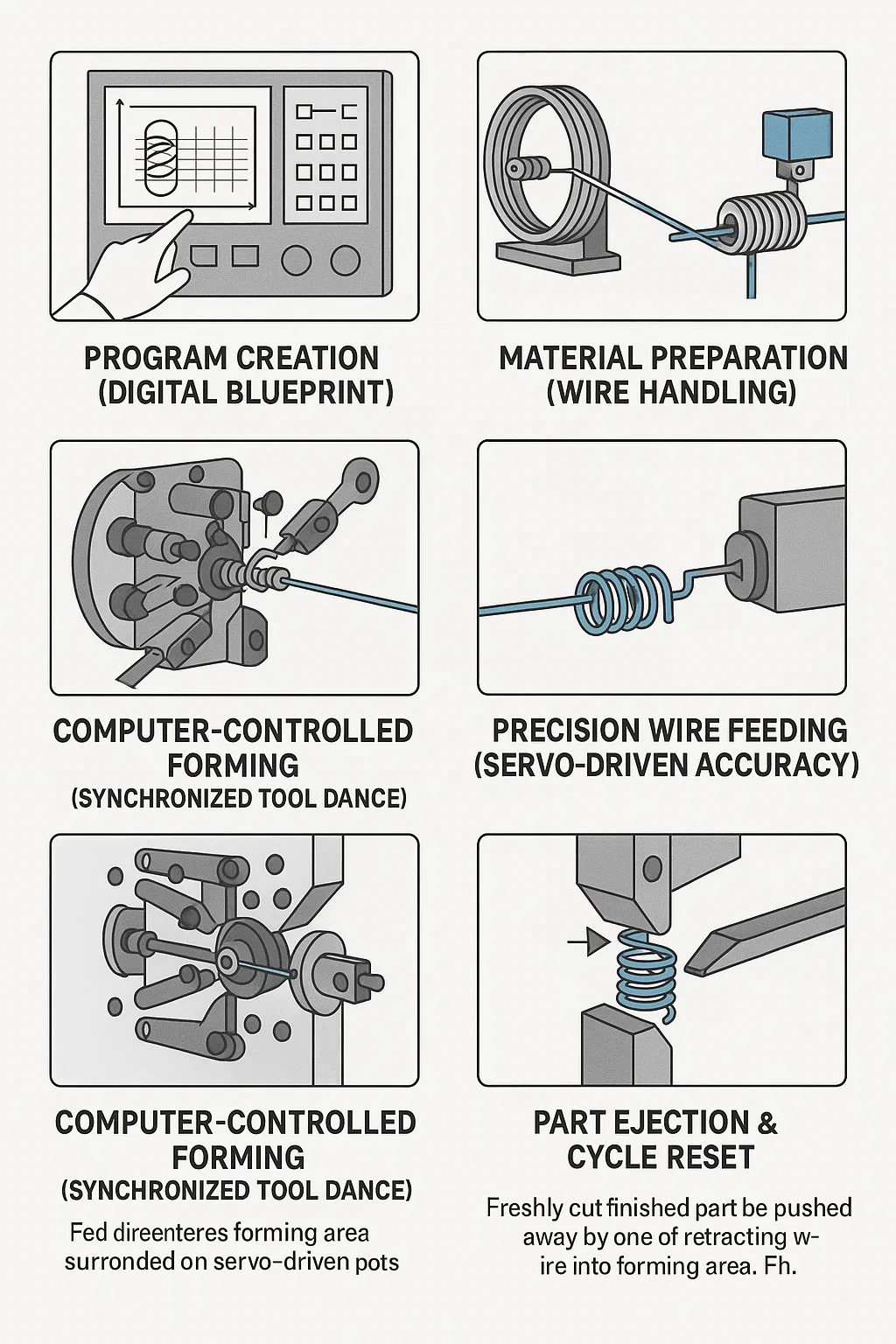
•Un operator folosește software specializat pe panoul de control al computerului mașinii.
• Sunt introduse specificațiile exacte ale arcului dorit sau ale formei de sârmă dorite: diametrul firului, diametrele exterioare/interioare, numărul de bobine, pasul bobinei (spațiere), lungimea liberă, configurațiile de capăt (cârlige, bucle, îndoituri, unghiuri) și orice caracteristici speciale.
•Software-ul convertește aceste intrări într-un set precis de instrucțiuni ale mașinii (cum ar fi codul G), definind fiecare mișcare și acțiune.
•O bobină de sârmă metalică (oțel, inoxidabil, alamă, etc.) este, alamă, etc.) este montată pe o bobină de plată.
•Sârma trece printr-un strat Sârma trece printr-o unitate de îndreptare constând din mai multe role. Aceste role aplică o presiune controlată pentru a elimina orice curbură sau îndoire de pe firul bobinat, asigurând ca firul perfect drept să intre în zona de formare.
• Se poate aplica lubrifiere pe fir pentru a reduce frecarea și uzura sculei.
•Sârma îndreptată trece între o pereche de role de alimentare moletate.
•Un servomotor dedicat controlează cu precizie aceste role.
•Pe baza programului, servomotorul rotește rolele cu o cantitate exactă, împingând înainte o lungime de sârmă măsurată cu precizie în zona de formare. Acest avans controlat determină dimensiuni critice, cum ar fi lungimea totală a arcului și distanța dintre spirale.
•Sârma alimentată intră în zona de deformare, înconjurată de mai multe deformare mobile, înconjurate de mai multe scule mobile de formare (degete, glisiere) montate pe stâlpi servo-acționați și poziționate în apropierea unei centrale poziționate lângă un dorn central (arbor) sau știft de formare.
• Controlerul computerului mașinii trimite comenzi către servomotoare individuale controlând fiecare axă a sculei de formare în mod independent și simultan.
•Aceste servomotoare deplasează uneltele pe căi complexe, coordonate:
•Uneltele alunecă radial spre interior/exterior pentru a îndoi firul sau a defini diametrele.
•Uneltele se rotesc pentru a înfăşura firul în jurul dornului, formând bobine.
•Uneltele se mișcă axial pentru a controla pasul (distanța dintre bobine) pe măsură ce sârma avansează.
•Uneltele apasă sau se îndoaie pentru a crea forme de capăt precum cârlige, forme de ochi precum cârlige, ochi sau îndoituri complexe.
•Uneltele multiple actioneaza in succesiune rapida, indoind si modeland progresiv sarma in functie de geometria programata. Calculatorul asigură sincronizarea și poziționarea perfectă pentru fiecare mișcare a sculei în raport cu mișcarea sculei de alimentare a sârmei în raport cu poziția de alimentare a sârmei.
•Odată ce forma finală este complet formată, programul declanșează un program servo de tăiere dedicat declanșează o axă servo de tăiere dedicată.
•O lamă de tăiere din oțel călit (stil ghilotină sau rotativă) se mișcă cu forță împotriva unei nicovale fixe sau a unei contra-lame.
•Această acțiune forfecă curat arcul finit sau forma de sârmă din stocul de sârmă trase cu sincronizare precisă.
•Piesa finisată proaspăt tăiată este de obicei împinsă afară din formare, de obicei, împinsă afară din zona de formare de o unealtă retractabilă sau pur și simplu cade departe de gravitație, adesea pe un jgheab într-o colectare, adesea pe un jgheab într-un recipient de colectare.
•Toate uneltele de formare se retrag simultan înapoi la pozițiile de pornire programate („acasă”).
• Rolele de alimentare avansează imediat următoarea lungime precisă de sârmă.
•Întregul ciclu (Întregul ciclu (pașii 3-6) se repetă continuu la viteză mare.
Cod QR mobil

 Limba
Limba  中文简体
中文简体